Содержание страницы
- 1. Анатомия инструмента: Детальный разбор конструкции
- 2. Классификация и нормативная база
- 3. Математика нониуса: Как читать показания?
- 4. Метрология: Природа погрешностей и физика измерений
- 5. Сравнительный анализ: Какой инструмент выбрать?
- 6. Преимущества и недостатки
- 7. Интересные факты о штангенциркуле:
- 8. FAQ: Ответы на частые вопросы
- Заключение
Штангенциркуль — это универсальный измерительный инструмент, предназначенный для высокоточного определения линейных размеров (наружных и внутренних), а также глубин пазов, отверстий и уступов. Свое название он получил от немецкого Stangenzirkel, где «Stange» означает стержень или штангу, а «Zirkel» — циркуль.
Почему это важно сегодня? Несмотря на засилье цифровой электроники, классический механический штангенциркуль является обязательным инструментом в арсенале любого специалиста — от автомеханика до инженера аэрокосмической отрасли. Он не требует батареек, устойчив к электромагнитным помехам, воде и маслу, и при правильном обращении служит вечно.
1. Анатомия инструмента: Детальный разбор конструкции
Чтобы грамотно пользоваться инструментом, необходимо досконально понимать его устройство. Рассмотрим наиболее массовую модель в отечественной промышленности — ШЦ-1. Это базовая конструкция.
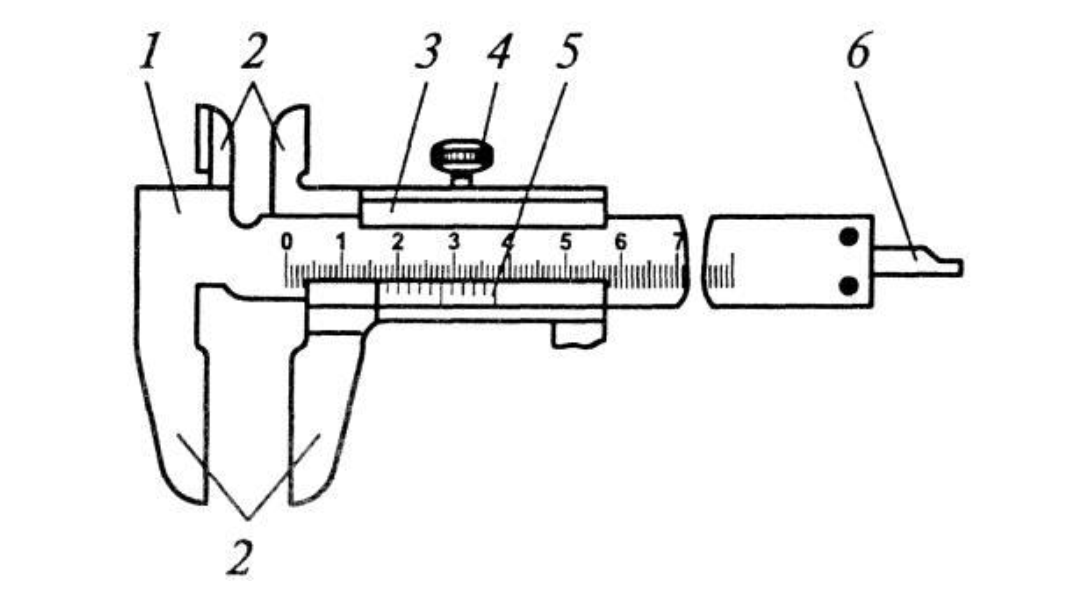
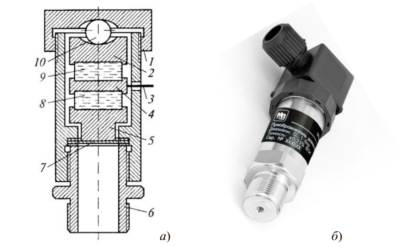
На рисунке 1 показан штангенциркуль ШЦ-1 в сборе. Его основой служит жесткая стальная штанга 1, на которую нанесена прецизионная миллиметровая линейка. Это «тело» инструмента, которое должно обладать высокой жесткостью и износостойкостью. Шкала штанги имеет цену деления, как правило, равную 1 мм.
Вдоль штанги перемещается сложный узел — подвижная рамка 3. Она охватывает штангу и должна двигаться плавно, без рывков, но и без люфта. На скошенной грани рамки нанесена ключевая деталь инструмента — вспомогательная шкала-нониус 5. Именно взаимодействие штрихов на штанге и штрихов на нониусе позволяет нам «заглянуть» внутрь миллиметра.
Функциональность инструменту придают губки 2, которые выполнены как единое целое с рамкой и штангой. Они делятся на две группы:
- Нижние губки: Имеют плоские рабочие поверхности для охвата детали снаружи. Используются для измерения диаметра валов, толщины листов, ширины брусков.
- Верхние губки (кромочные): Имеют заостренную форму и разводятся в стороны. Предназначены для измерения внутренних размеров — диаметров отверстий, ширины пазов.
Для фиксации полученного размера (например, чтобы вытащить инструмент из труднодоступного места и считать показания на свету) предусмотрен винтовой зажим 4. Он стопорит рамку на штанге.
Дополнительной, но крайне полезной функцией, является измерение глубины. К подвижной рамке 3 с тыльной стороны прикреплена узкая длинная планка — линейка глубиномера 6. Она перемещается в специальном пазу внутри штанги и выходит наружу при раздвигании губок.

2. Классификация и нормативная база
Промышленность не ограничивается одной моделью. Согласно стандарту ГОСТ 166-89 (который обязательно стоит изучить каждому инженеру), выделяют несколько типов штангенинструмента. Выбор конкретного типа зависит от задач, требуемой точности и размеров детали.
Основные типы по ГОСТ 166-89:
ШЦ-1: То, что мы разобрали выше. Двустороннее расположение губок (для наружных/внутренних) + глубиномер. Самый универсальный «цеховой» вариант. Диапазон измерений обычно 0–125 мм или 0–150 мм. Цена деления: 0,1 мм или 0,05 мм.
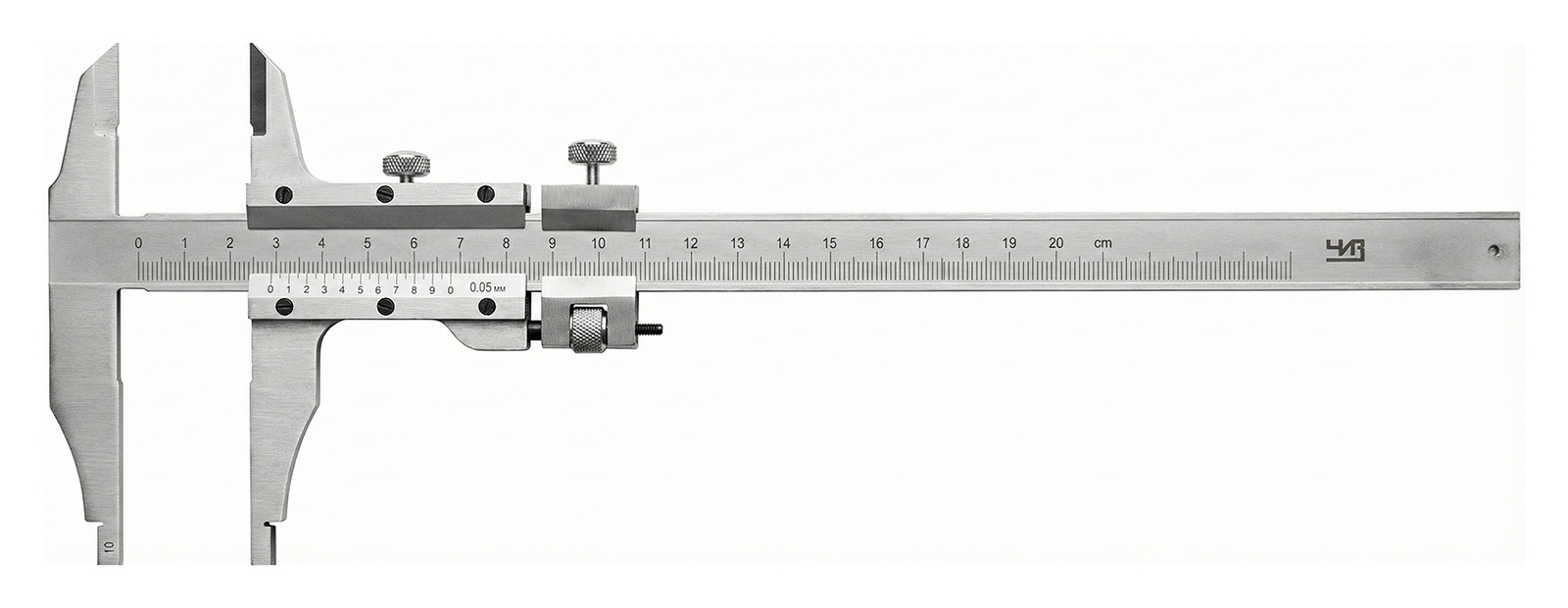
ШЦ-2: Профессиональный инструмент. Также имеет двусторонние губки, но отличается конструкцией рамки — она снабжена механизмом микрометрической подачи для сверхточной установки размера. Губки часто оснащаются твердосплавными напайками (карбид вольфрама), что позволяет использовать инструмент для разметки по металлу. Цена деления: чаще всего 0,05 мм.
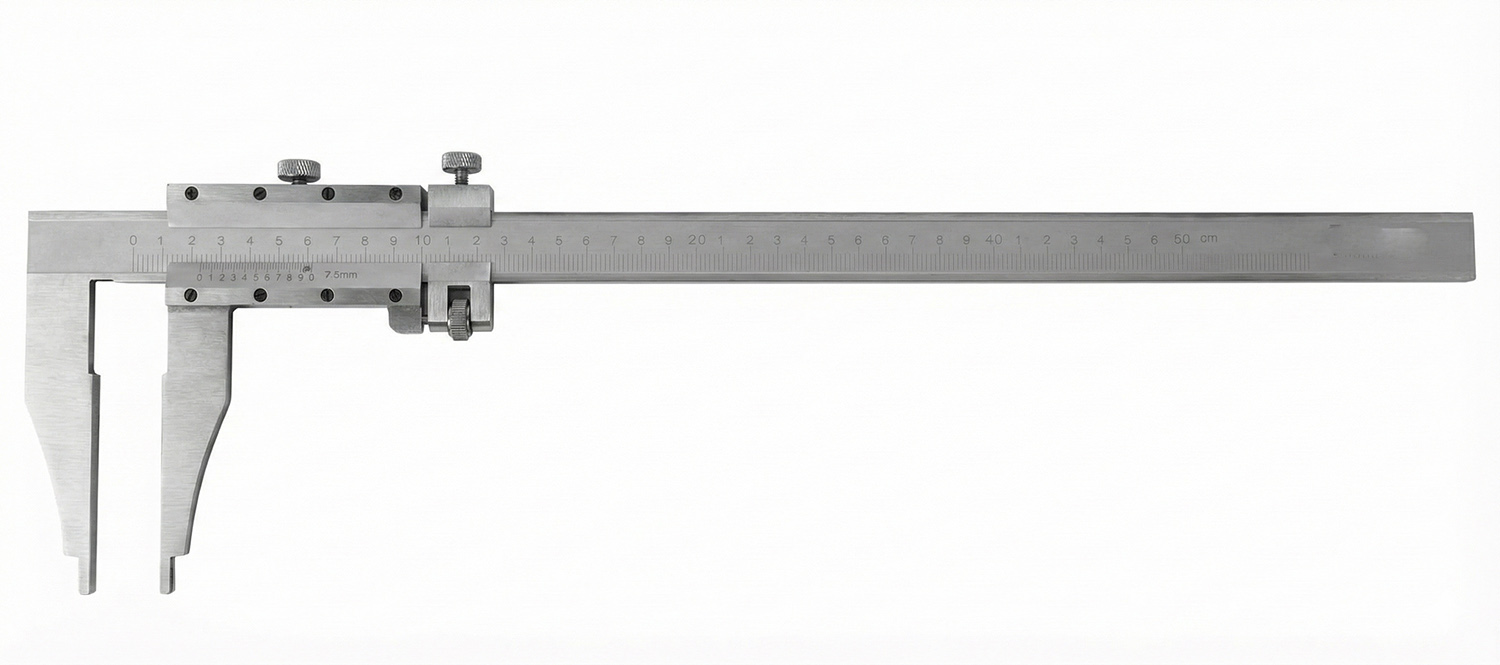
ШЦ-3: Тяжелая артиллерия. Имеет только односторонние губки для наружных и внутренних измерений. Предназначен для больших размеров (до 500 мм, 1000 мм и даже 2000 мм). Цена деления варьируется: 0,1; 0,05; 0,02 мм.
В зависимости от способа отсчета (помимо нониусных) существуют:
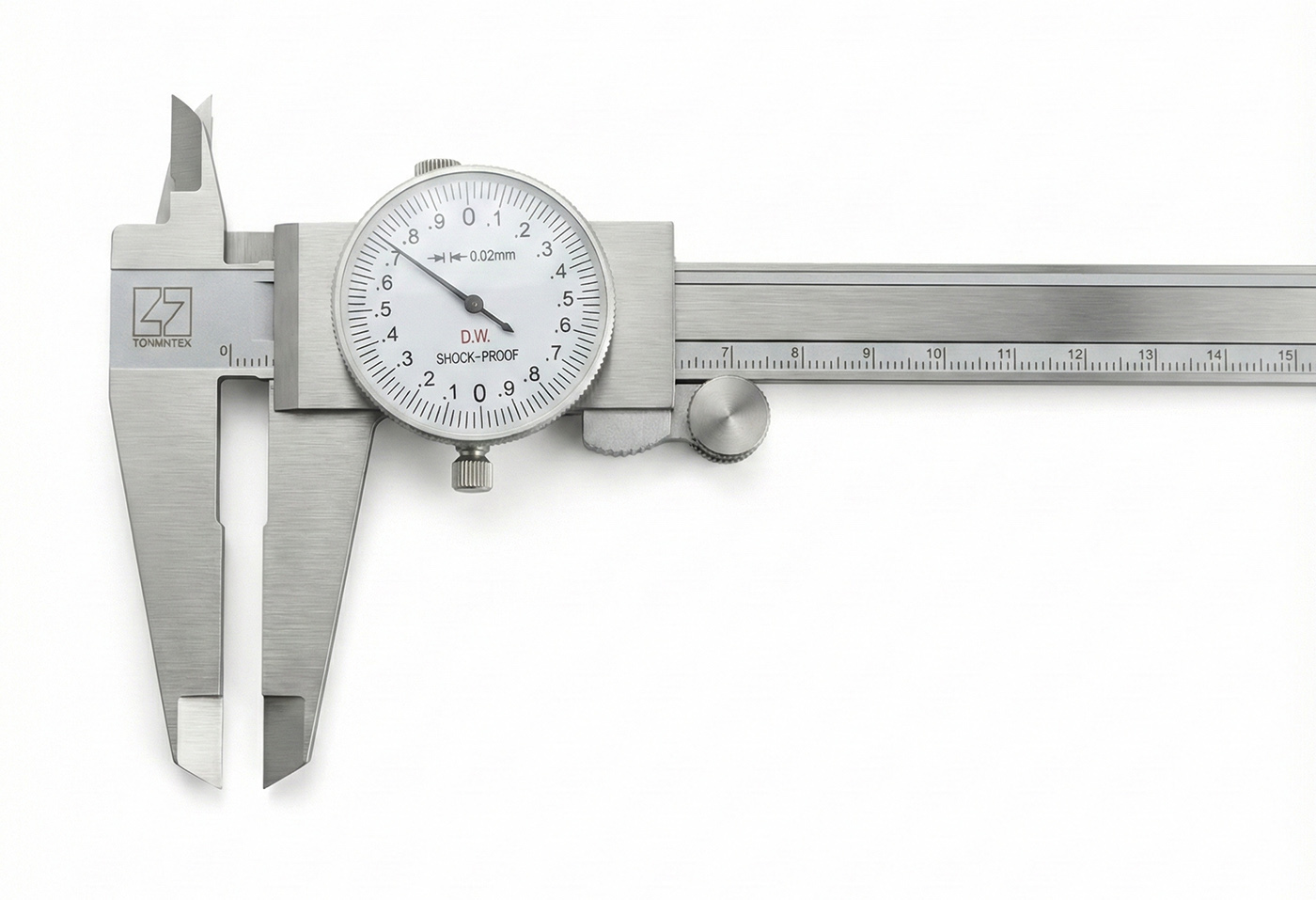
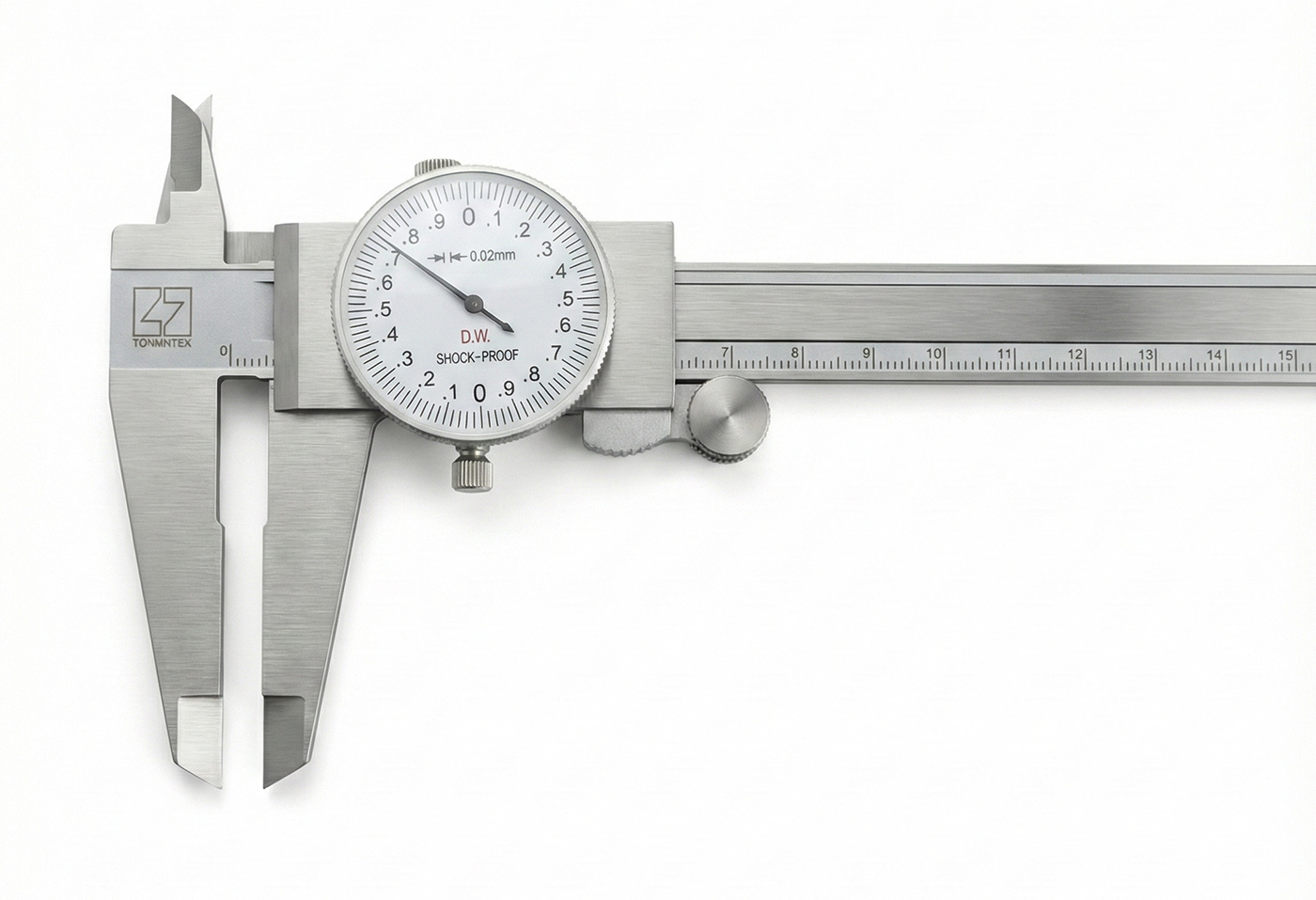
ШЦК (Круговой): Индикаторный штангенциркуль с циферблатом. Зубчатая рейка на штанге передает движение на стрелку. Удобен для быстрого считывания, но боится грязи (заедает рейка).
ШЦЦ (Цифровой): Современный стандарт. Оснащен емкостным датчиком и ЖК-дисплеем. Позволяет обнулять показания в любой точке (удобно для относительных измерений) и переключаться между миллиметрами и дюймами.
3. Математика нониуса: Как читать показания?
Переходим к практике. Умение быстро и безошибочно читать шкалу нониуса — навык, отделяющий любителя от профессионала. Нониус 5 (см. Рисунок 7 и Рисунок 3) — это математическая хитрость, воплощенная в металле.
Теория расчета цены деления
Цена деления нониуса \( c \) рассчитывается по формуле:
Где \( a \) — цена деления основной шкалы (обычно 1 мм), а \( n \) — количество делений на шкале нониуса.
Например, если нониус разделен на 10 частей, то точность инструмента: \( 1 / 10 = 0,1 \) мм. Если на 20 частей, то \( 1 / 20 = 0,05 \) мм.
Пошаговый алгоритм считывания:
Порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса строго регламентирован и состоит из двух этапов сложения:
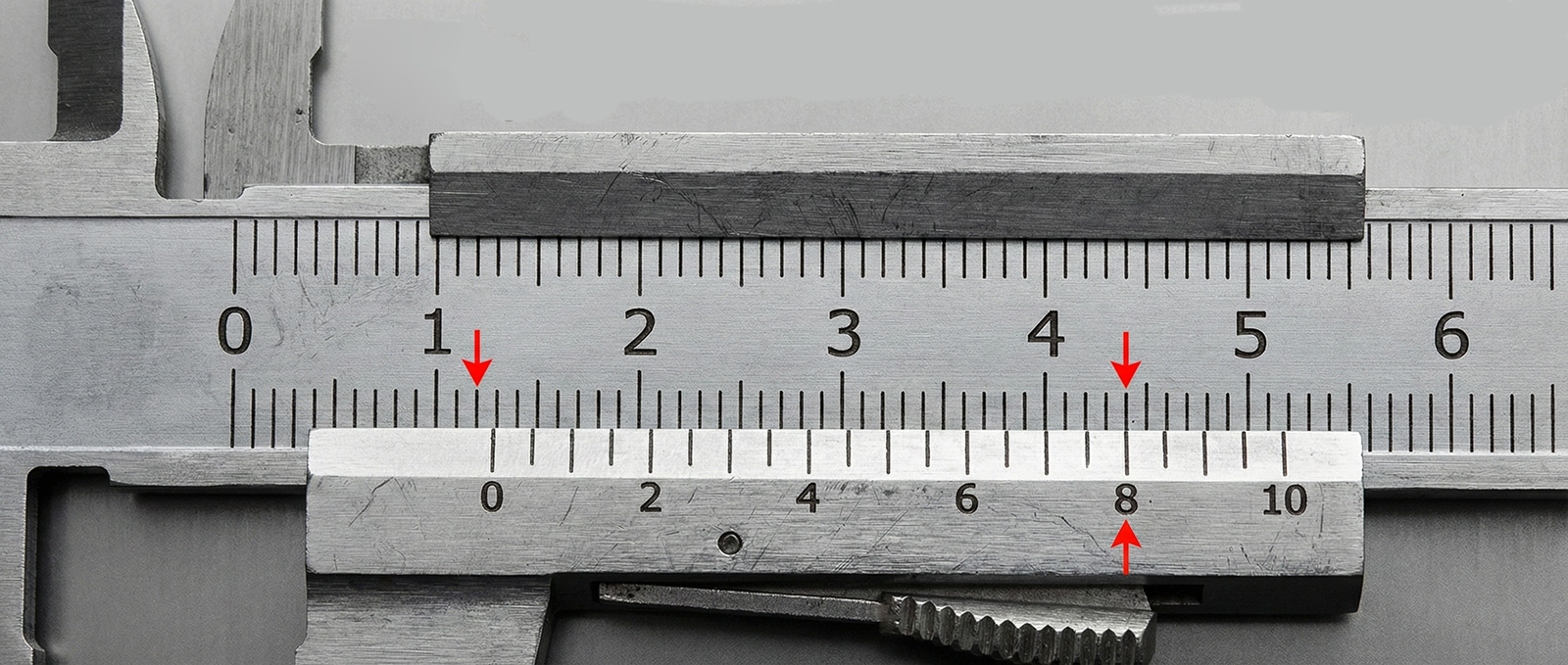
- Читают число целых миллиметров. Для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса. Это ваше базовое значение.Пример на рис. 2: Нулевой штрих нониуса перешагнул отметку 12 мм на штанге. Запоминаем: 12 мм.
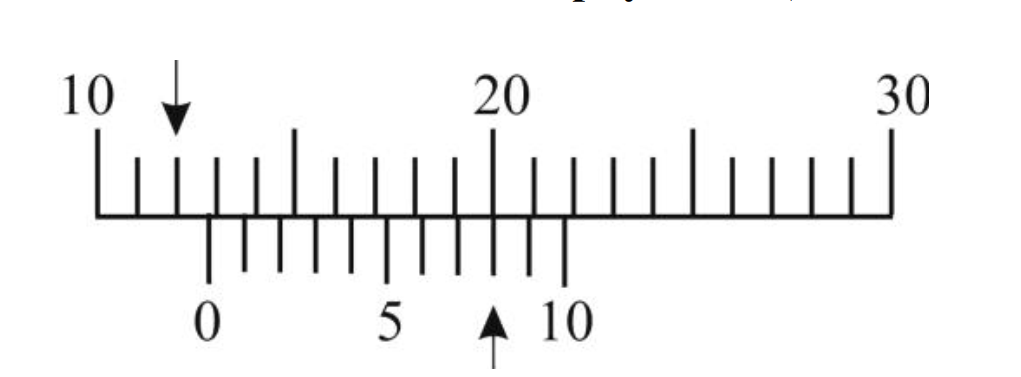
- Читают долю миллиметра. Теперь внимание переключается только на шкалу нониуса. Необходимо найти тот единственный штрих на нониусе, который строго совпадает (образует единую вертикальную линию) с любым штрихом на штанге. Запоминают его порядковый номер и умножают этот номер на цену деления инструмента. Это будет искомая доля миллиметра. Пример на рис. 7: Совпадающий штрих нониуса имеет номер 8. Величина отсчета по данному нониусу равна 0,1 мм. Расчет доли: \( 8 \times 0,1 \text{ мм} = 0,8 \text{ мм} \).
- Итоговый результат: Складываем целую и дробную части.
\( L = 12 \text{ мм} + 0,8 \text{ мм} = 12,8 \text{ мм} \)
4. Метрология: Природа погрешностей и физика измерений
В инженерном деле не существует понятия «абсолютно точный размер». Любое измерение — это приближение. Понимание природы ошибок делает специалиста грамотным.
Погрешность измерения зависит в значительной мере от величины отсчета и значения измеряемого размера. Практика показывает следующие цифры:
- Погрешность измерения штангенциркулем наружных размеров до 500 мм при величине отсчета 0,05 мм будет составлять 0,1 мм (т. е. равна удвоенному значению величины отсчета).
- При измерении внутренних размеров тем же штангенциркулем погрешность возрастает и составляет 0,15…0,25 мм для этого же диапазона размеров. Это связано с меньшей жесткостью губок и сложностью позиционирования.
- При измерении штангенциркулем с более грубым отсчетом 0,1 мм наружных размеров (до 500 мм), погрешность составляет 0,15…0,25 мм, а для внутренних размеров — 0,2…0,3 мм.
Два главных источника ошибок
Погрешность измерения штангенинструментом возникает в основном от двух причин – это, в первую очередь, субъективная погрешность отсчета, вызванная параллаксом, и конструктивная погрешность от нарушения принципа Аббе.
1. Эффект Параллакса
Параллакс (от греческого слова parallaxis – отклонение) – это видимое изменение относительного положения предметов вследствие перемещения глаза наблюдателя.
Это изменение положения предметов имеет место при отсчете, когда основная шкала (штанга) и шкала нониуса (рамка) расположены не в одной плоскости, а одна над другой. Толщина края нониуса создает «ступеньку». Поэтому совпадение штрихов может казаться по-разному, в зависимости от того, под каким углом наблюдатель производит отсчет.
Как бороться: Смотреть на шкалу строго перпендикулярно. Современные инструменты имеют скошенные грани нониуса, чтобы максимально сблизить шкалы.
2. Принцип Аббе и его нарушение
Эрнст Аббе, основатель компании Carl Zeiss, сформулировал золотое правило метрологии. Принцип Аббе заключается в том, что при измерении размера методом сравнения с мерой погрешность измерения будет минимальной, если линию измерения (деталь) и линию сравнения (шкалу) располагать на одной прямой (последовательно, а не параллельно).
В штангенциркуле не соблюдается принцип Аббе. Это его главный конструктивный недостаток. Шкала расположена на штанге, а измерение происходит между губками, смещенными на расстояние \( H \) от штанги. Линии расположены параллельно. Погрешность возникает из-за того, что при параллельном расположении трудно обеспечить идеальную перпендикулярность измерительных поверхностей.
Влияющие факторы:
- Технологический люфт рамки на штанге (необходим для движения).
- Непрямолинейность направляющих штанги.
- Усилие нажатия руки оператора.
При измерении цилиндрических или сферических деталей, когда контакт происходит у самых кончиков измерительных губок штангенциркуля, усилие поджима создает крутящий момент сил. Этот момент «выбирает» зазор между рамкой и штангой, перекашивая рамку. Этим нарушается перпендикулярность измерительных поверхностей, которая вносит значительную погрешность в результат измерения. Чем длиннее губки, тем сильнее влияние нарушения принципа Аббе.
Температурная погрешность
Нельзя забывать и о физике материалов. Сталь расширяется при нагреве. Формула теплового расширения:
Где \( \alpha \) — коэффициент линейного расширения стали (\(\approx 11,5 \cdot 10^{-6} \text{ 1/}^\circ\text{C}\)).
Если вы держите инструмент в теплых руках (+36,6°C), а деталь холодная (+20°C), при измерении больших длин (например, 300 мм) разница температур может дать погрешность, соизмеримую с ценой деления.
5. Сравнительный анализ: Какой инструмент выбрать?
Чтобы понять место штангенциркуля в иерархии инструментов, сравним его с «конкурентами» и различными модификациями.
| Характеристика | Штангенциркуль (ШЦ-1) | Микрометр (МК) | Цифровой штангенциркуль (ШЦЦ) |
|---|---|---|---|
| Точность (цена деления) | 0,1 / 0,05 мм | 0,01 мм | 0,01 мм (дискретность) |
| Соблюдение принципа Аббе | Нет (большая погрешность) | Да (минимальная погрешность) | Нет |
| Диапазон измерений | Широкий (0–150 мм и более) | Узкий (шаг 25 мм, напр. 0-25, 25-50) | Широкий |
| Скорость работы | Высокая | Низкая (нужно крутить винт) | Очень высокая |
| Влияние человеческого фактора | Высокое (отсчет штрихов) | Среднее (есть трещотка усилия) | Низкое (цифры на табло) |
| Надежность в цеху | Максимальная (неубиваемый) | Высокая | Низкая (боится СОЖ, ударов) |
6. Преимущества и недостатки
Преимущества:
- Универсальность 3-в-1: Заменяет сразу три инструмента (для наружных, внутренних замеров и глубиномер).
- Простота конструкции: Ломаться практически нечему, легко чистится и калибруется.
- Стоимость: Механический ШЦ-1 стоит в разы дешевле цифровых аналогов или микрометров.
- База измерения: Длинные губки позволяют базироваться на детали, что невозможно сделать линейкой.
Недостатки:
- Ограниченная точность: Для квалитетов точности выше 9-го (IT9 и точнее) применение штангенциркуля уже рискованно.
- Абразивный износ: При измерении шлифованных вращающихся деталей (что запрещено, но бывает) или абразивных поверхностей губки быстро теряют плоскостность.
- Требовательность к зрению: Считывать показания нониуса 0,05 мм при плохом освещении крайне трудно.
7. Интересные факты о штангенциркуле:
- 1. ИСТОРИЧЕСКАЯ НАХОДКА: Самый древний «штангенциркуль» был найден у берегов Италии на затонувшем греческом корабле (VI век до н.э.). Он был деревянным и использовал клиновидный зажим.
- 2. СЛЕНГ: В СССР прижилось название «Колумбик». Это связано с тем, что после революции первые партии инструментов закупались у американской фирмы «Columbus». Позже появилось название «Маузер» (от немецкой Mauser), но оно менее распространено.
- 3. КРИМИНАЛИСТИКА: Штангенциркуль — незаменимый инструмент баллистиков и антропологов. Им измеряют кости черепа для идентификации личности и деформацию пуль.
- 4. ТВЕРДОСТЬ АЛМАЗА: На измерительные поверхности профессиональных разметочных штангенциркулей напаивают пластины из победита (сплав карбида вольфрама и кобальта), твердость которых близка к алмазу, чтобы чертить по каленой стали.
- 5. ОШИБКА ДАВЛЕНИЯ: Опыты показывают, что разница в силе прижима губок (3 Ньютона против 10 Ньютонов) может изменить показания на 0,02–0,03 мм, что критично для точной механики.
- 6. «ХОЛОДНАЯ СВАРКА»: В космосе, в условиях вакуума, обычный стальной штангенциркуль может «склеиться» (эффект диффузии металла). Поэтому для орбитальных работ используют инструменты со специальным покрытием или из титана.
- 7. СТАНДАРТ КАЧЕСТВА: Проверка на просвет — самый простой тест. При сомкнутых губках качественного инструмента вы не должны видеть просвета, либо он должен быть равномерного синего оттенка (интерференция света).
8. FAQ: Ответы на частые вопросы
1. Как правильно измерять внутренний диаметр отверстия?
2. Нужно ли прибавлять что-то к размеру при внутренних измерениях?
3. Как ухаживать за инструментом, чтобы он служил вечно?
4. Можно ли подтянуть штангенциркуль, если рамка болтается?
5. Что такое «поверка» и нужна ли она мне?
Заключение
Штангенциркуль — это не просто кусок железа с делениями. Это квинтэссенция механической точности, доступная каждому. Глубокое понимание принципов его работы, таких как устройство нониуса, влияние параллакса и нарушение принципа Аббе, позволяет инженеру не просто «смотреть на цифры», а осознанно управлять качеством изделий. Даже в эпоху цифровизации навык работы с классическим механическим ШЦ-1 остается базовой грамотностью технического специалиста.
Список нормативной базы и рекомендуемой литературы
- ГОСТ 166-89 (ИСО 3599-76). Штангенциркули. Технические условия. — Основной документ, регламентирующий производство и характеристики.
- ГОСТ 8.113-85. ГСИ. Штангенциркули. Методика поверки. — Инструкция для метрологов по проверке точности.
- РД 50-98-86. Методические указания. Выбор универсальных средств линейных измерений линейных размеров до 500 мм.
- Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. М.: Машиностроение, 1987.
- Марков Н.Н. Метрологическое обеспечение в машиностроении.

Атомно-силовая микроскопия (АСМ) — это метод исследования поверхности материалов с разрешением вплоть до атомарного, основанный на механическом "ощупывании" Читать далее...
Давление — это один из основных термодинамических параметров, определяющий состояние вещества и протекание множества технологических процессов. Ответ на Читать далее...
Индикатор часового типа (ИЧ) — это высокоточный измерительный прибор, предназначенный для определения малых линейных отклонений размеров детали, проверки Читать далее...

Измерение скорости движения — линейной или угловой — является одной из фундаментальных задач в инженерном деле, физике и Читать далее...