
Термическая обработка деталей. Метод индукционного нагрева ТВЧ.
При изготовлении и ремонте инструмента, деталей машин и механизмов с целью улучшения их свойств применяют термообработку, то есть тепловое воздействие. Основными видами термообработки являются отжиг, отпуск, закалка, нормализация, цементация. Нагрев деталей до нужной температуры проводится как в пламенных, так и в электрических печах. Температура нагрева зависит от вида термообработки, материала, его структуры.
Отжиг проводится с целью улучшения обрабатываемости деталей. Он заключается в нагреве детали до определенной температуры, выдержке и медленном остывании. При этом снимаются внутренние напряжения в материале.
Отпуск закаленных деталей проводится с целью придания материалу пластичности, прочности и ударной вязкости. При отпуске деталь нагревается до температуры ниже критической и медленно охлаждается на воздухе.
Закалка проводится с целью придания детали высокой прочности. При закалке деталь нагревается до определенной температуры, а затем быстро охлаждается в воде, масле. Закалка бывает сплошной и поверхностной.
Наиболее удобными и эффективными для нагрева при термообработке являются электрические печи.
Широкое распространение получила индукционная поверхностная закалка токами высокой частоты (ТВЧ). Индукционная закалка ТВЧ тел вращения производится с вращением закаливаемой детали. Длинномерные детали закаливаются последовательно с перемещением индуктора вдоль оси детали. Охлаждение поверхности детали непосредственно после нагрева производится струями воды или жидкости под давлением специально подобранного состава.
Для металлических деталей, работающих на трение, изгиб, кручение, высокая твердость требуется только на поверхности, а в сердцевине в некоторых случаях она не только не нужна, но даже нежелательна. Такое сочетание свойств достигается поверхностной закалкой, при которой до температуры закалки нагревается только наружный слой детали, который затем быстро охлаждается. Сердцевина при этом сохраняет свои первоначальные свойства.
Поверхностная закалка ТВЧ зарекомендовала себя как высокопроизводительный и экономичный способ поверхностной термообработки, обеспечивающий высокое качество термической обработки изделий, полностью соответствующий требованиям современного массового производства.
Сущность метода индукционного нагрева ТВЧ заключается в том, что нагреваемая деталь 1 помещается в электромагнитное высокочастотное поле индуктора 2 (рис. 4.10). Электрическая энергия переменного тока индуктора передается в нагреваемую деталь пронизывающим ее магнитным потоком, где индуктируются вихревые переменные токи высокой частоты, плотность которых неравномерна по сечению, они вытесняются магнитным полем к поверхности нагреваемой детали. Проявляется поверхностный эффект. В связи с высокой плотностью индуктированных токов на поверхности нагреваемой детали и происходит быстрый нагрев ее поверхностного слоя.
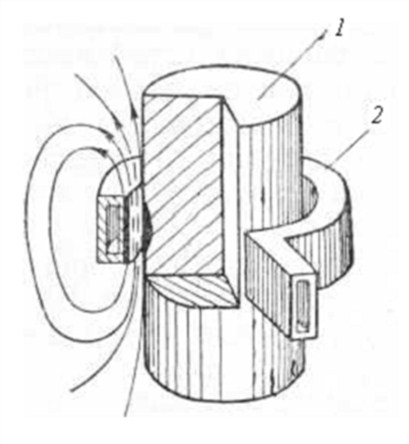
Рис. 4.10. Схема индукционного нагревателя: 1 – нагреваемая деталь; 2 – индуктор
Индукторы 2 изготавливаются из медных трубок, внутри которых циркулирует вода, благодаря чему они не нагреваются. Форма индуктора соответствует внешней форме изделия 1, при этом необходимо постоянство зазора между индуктором и поверхностью изделия. В качестве источника питания обычно используются машинные генераторы с частотой 50…15000 Гц и ламповые генераторы с частотой больше 106 Гц. Глубина закаленного слоя – до 2 мм.
На рис. 4.11 показана технологическая схема закалки ТВЧ.
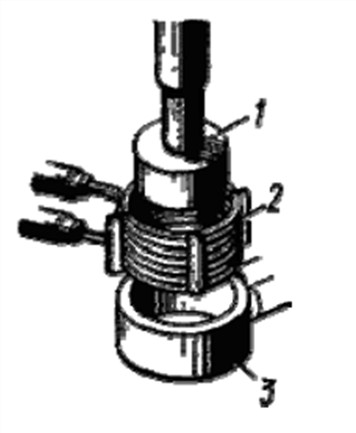
Рис. 4.11. Технологическая схема закалки ТВЧ: 1 – обрабатываемая деталь; 2 – индуктор; 3 – охлаждающее устройство
После нагрева в течение 3…5 с от индуктора 2 деталь 1 быстро перемещается в специальное охлаждающее устройство – спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Температура закалки при нагреве токами высокой частоты должна быть выше, чем при обычном нагреве.
| Электрические промышленные печи. Виды и типы электрических печей. |
| Контактная сварка. Виды, типы, устройства и схемы контактной сварки. |
| Дуговая сварка. Виды, типы, устройства и схемы дуговой сварки. |