
Электрические промышленные печи. Виды и типы электрических печей.
В мастерских и ремонтно-строительных цехах строительных предприятий изготавливают и ремонтируют детали машин и механизмов, инструмент и приспособления для производства строительных и монтажных работ на СП. При этом детали приходится подвергать термической обработке с целью придания им необходимой твердости, прочности. Их нагрев до определенной температуры, а также плавку металла осуществляют, как правило, в электрических печах.
Электрическая печь – плавильная или нагревательная установка (печь), в которой тепловой эффект достигается с помощью электрического тока. Плавильные печи предназначены для получения металлов из руд, в условиях строительства путем переплавки отходов металла. Нагревательные печи применяют для нагрева металлов с целью обжига и сушки, а также для придания металлу пластических свойств перед обработкой давлением, для термической обработки, чтобы изменить внутреннее строение и структуру металла.
Различают печи сопротивления, дуговые, индукционные и др.
В печах сопротивления нагрев расплавляемого металла осуществляется за счет теплоты, выделяемой в нагреваемом материале или в резистивных элементах.
Печи сопротивления по способу нагрева подразделяются на печи прямого действия и печи косвенного действия. В печах прямого действия нагрев осуществляется теплом, выделяемым в нагреваемом изделии при прохождении по нему электрического тока. Нагрев материала в печах косвенного действия происходит за счет тепла, выделяемого нагревательными элементами при прохождении по ним электрического тока.
Печи выполняются одно и трехфазными мощностью до 3000 кВт; питание осуществляется током промышленной частоты 50 Гц от сетей 380/220 В или через понижающие трансформаторы от сетей более высокого напряжения. Коэффициент мощности лежит в интервале от 0,8 до 1,0. Большинство печей сопротивления в отношении бесперебойности электроснабжения относится к приемникам электрической энергии 2-й категории.
В дуговой электрической печи используется тепловой эффект электрической дуги. Применяются для плавки черных и цветных металлов. Печь состоит из стального кожуха цилиндрической формы со сферическим днищем. Внутри кожух имеет огнеупорную футеровку. Плавильное пространство печи закрывается съемным сводом. Печь имеет рабочее окно и выпускное отверстие со сливным желобом. Питание печи осуществляется трехфазным переменным током. Нагрев и плавление металла осуществляются электрическими мощными дугами, горящими между концами трех электродов и металлом, находящимся в печи.
По принципу нагрева делятся на печи прямого и косвенного нагрева. В печи прямого нагрева электрические дуги между электродами зажигаются через расплавляемый металл. В печах косвенного нагрева электрические дуги между электродами горят под днищем печи. Расплавляемый металл нагревается от теплоты внешних электрических дуг.
Дуговые печи включаются в сеть напряжением 6; 10 кВ через печной трансформатор с вторичным напряжением до 100 В.
Индукционные печи предназначены для расплавления и перегрева стали.
Возможна плавка цветных металлов (бронзы, латуни, алюминия) и их сплавов в графитовом тигле. Индукционная печь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемый индуктор, вторичной и одновременно нагрузкой – находящийся в тигле металл. Нагрев и расплавление металла происходят за счет протекающих в нем индуцированных токов, которые возникают под действием электромагнитного поля, создаваемого индуктором.
Индукционная печь (рис. 4.9) состоит из индуктора 1, расположенного на тигле 2 и установленного на каркасе 3.
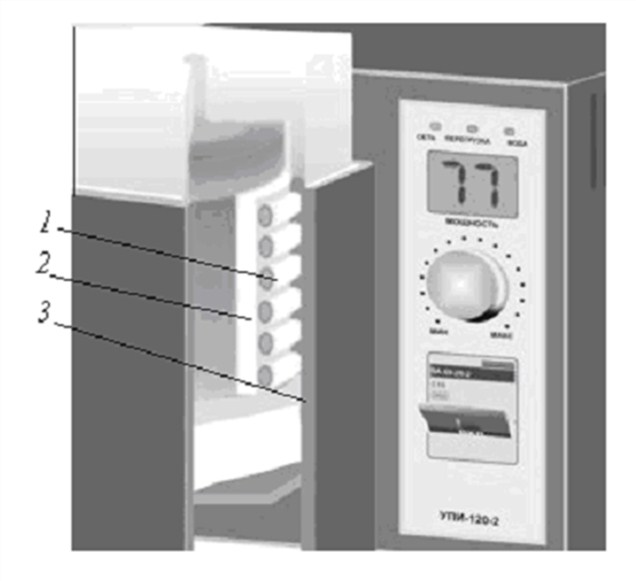
Рис. 4.9. Индукционная печь: 1 – индуктор; 2 – тигель; 3 – каркас
Индуктор представляет собой многовитковую водоохлаждаемую катушку, выполненную из медной трубки. Подвод к индуктору электроэнергии и воды осуществляется с помощью гибких водоохлаждаемых кабелей, соединенных с ним последовательно.
Индукционная печь питается от сети через тиристорный преобразователь частоты ТПЧ-250-1,0 кГц, который преобразует трехфазный ток частотой 50 Гц в однофазный ток повышенной частоты. Мощность индукционной печи регулируется изменением напряжения на выходе преобразователя и автоматического регулирования частоты в процессе плавки. На передней панели преобразователя помещаются органы управления, защиты, сигнализации и контроля преобразователя.
| Контактная сварка. Виды, типы, устройства и схемы контактной сварки. |
| Дуговая сварка. Виды, типы, устройства и схемы дуговой сварки. |
| Сушка древесины токами высокой частоты |