
Сварка. Основные виды сварки. Сварка различных металлов с сплавов.
1. Физические основы сварки
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).

Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления: Fe2O3+Al = Al2O3+Fe.

Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Широко применяют автоматическую сварку плавящимся электродом под слоем флюса. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности. При сварке под флюсом металл шва образуется за счет расплавления основного металла (около2/3) и лишь примерно 1/3 за счет электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге. Сварка под слоем флюса производится голой электродной проволокой, которая с катушки подается в зону горения дуги сварочной головкой автомата, перемещаемой вдоль шва. Впереди головки по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корочку шлака.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.

Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Таблица 1.4
Параметры машин для стыковой сварки
| Тип машин | W,(кВА) | U раб,(В) | Сварок в час. | F,(кН) | S,мм2 |
| АСП-10 | 10 | 1-3 | 180 | 0,5 | 50 |
| К-135 МСЛ-500-2 МС0-750 | 150 500 750 | 4-8 3-11 5-15 | 20 70 200 | 450 500 500 | 10000 4000 3500 |
Обозначения столбцов: W - мощность машины, Uраб - рабочее напряжение, производительность, F - усилие сжатия свариваемых деталей, S - площадь свариваемой поверхности.
Температура нагрева и сжимающее давление при стыковой сварке взаимосвязаны. Как следует из рис. 1.28, усилие F значительно уменьшается с ростом температуры нагрева заготовок при сварке.
Шовная контактная сварка.
Разновидность контактной сварки, при которой соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва. При шовной сварке образование непрерывного соединения (шва) происходит последовательным перекрытием точек друг за другом, для получения герметичного шва точки перекрывают друг друга не менее чем на половину их диаметра. На практике применяется шовная сварка:
- непрерывная;
- прерывистая с непрерывным вращением роликов;
- прерывистая с периодическим вращением.
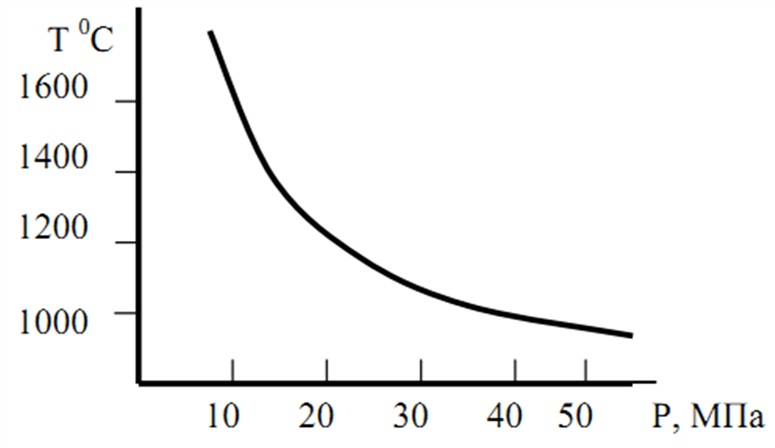
Рис. 1.28. Зависимость температуры стыковой сварки от давления сжатия
Шовная сварка применяется в массовом производстве при изготовлении различных сосудов. Осуществляется на переменном токе силой (2000-5000) А. Диаметр роликов равен (40-350) мм, усилие сжатия свариваемых деталей достигает 0,6 т, скорость сварки составляет (0,53,5) м/мин.
Точечная контактная сварка.
При точечной сварке соединяемые детали обычно располагаются между двумя электродами. Под действием нажимного механизма электроды плотно сжимают свариваемые детали, после чего включается ток. За счёт прохождения тока свариваемые детали быстро нагреваются до температуры сварки. Диаметр расплавленного ядра определяет диаметр сварной точки, обычно равный диаметру контактной поверхности электрода.
В зависимости от расположения электродов по отношению к свариваемым деталям точечная сварка может быть двусторонней и односторонней.
При точечной сварке деталей разной толщины образующееся несимметричное ядро смещается в сторону более толстой детали и при большом различии в толщине не захватывает тонкой детали. Поэтому применяют различные технологические приёмы, обеспечивающие смещение ядра к стыкуемым поверхностям, усиливают нагрев тонкого листа за счёт накладок, создают рельеф на тонком листе, применяют более массивные электроды со стороны толстой детали и др.
Разновидностью точечной сварки является рельефная сварка, когда первоначальный контакт деталей происходит по заранее подготовленным выступам (рельефам). Ток, проходя через место касания всех рельефов с нижней деталью, нагревает их и частично расплавляет. Под давлением рельефы деформируются, и верхняя деталь становится плоской. Этот способ применяют для сварки деталей небольших размеров. В табл. 1.5 приведены характеристики машин для точечной сварки.
Таблица 1.5
Характеристики машин для точечной сварки
| Тип машины | W,(кВА) | U раб,(В) | D,(мм) | F,(кН) | Сварок в час |
| МТ-809 МТ-1609 МТ-207 ТП-400 | 20 | 1-3 | 0,2-3 | 3 | 150 |
| 85 170 400 | 3-6 4-8 6-12 | 0,5-5 1-5 До 8 | 6 16 32 | 350 150 40 |
Обозначения столбцов: W - мощность машины, ираб - рабочее напряжение, D - диаметр электрода, F - усилие сжатия свариваемых деталей, сварок в час - производительность.
Точечная конденсаторная сварка.
Одним из распространенных видов контактной сварки является конденсаторная сварка или сварка запасённой энергией, накопленной в электрических конденсаторах. Энергия в конденсаторах накапливается при их зарядке от источника постоянного напряжения (генератора или выпрямителя), а затем в процессе разрядки преобразуется в теплоту, используемую для сварки. Накопленную в конденсаторах энергию можно регулировать изменением ёмкости конденсатора (С) и напряжения зарядки (U).
Существует два вида конденсаторной сварки:
- бестрансформаторная (конденсаторы разряжаются непосредственно на свариваемые детали);
- трансформаторная (конденсатор разряжается на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые свариваемые детали).
Принципиальная схема конденсаторной сварки приведена на рис. 1.29.
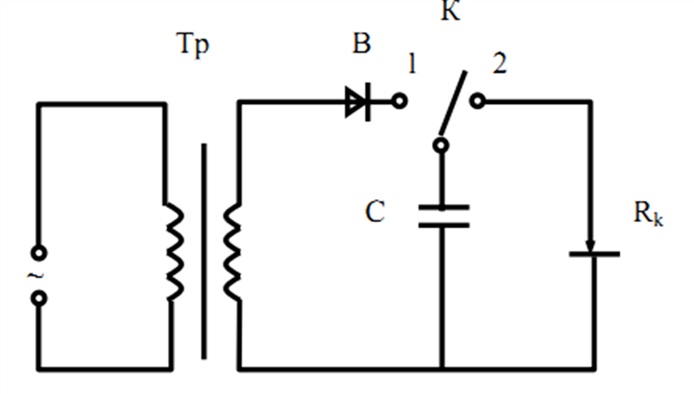
Рис. 1.29. Принципиальная схема устройства для конденсаторной сварки: Тр - повышающий трансформатор, В - выпрямитель, С - конденсатор емкостью 500 мкФ, Rк - сопротивление свариваемых деталей, К - ключ- переключатель
В положении переключателя 1 конденсатор заряжается до напряжения U0. При переводе переключателя в поз. 2 конденсатор разряжается через контактное сопротивление свариваемых деталей. При этом возникает мощный импульс тока.
Напряжение с конденсатора подается на заготовку через точечные контакты площадью ~ 2 мм . Возникающий при этом импульс тока в соответствии с законом Джоуля-Ленца разогревает область контакта до рабочей температуры сварки. Для обеспечения надежного прижимания свариваемых поверхностей через точечные электроды на детали передается механическое напряжение порядка 100 МПа.
Основное применение конденсаторной сварки состоит в соединении металлов и сплавов малых толщин. Преимуществом конденсаторной сварки является незначительная потребляемая мощность.
Для определения эффективности сварки оценим максимальную температуру в области контакта свариваемых деталей (Тmax).
Ввиду того что длительность импульса разрядного тока не превышает 10-6 с, расчет проведен в адиабатическом приближении, то есть пренебрегая теплоотводом из области протекания тока.
Принцип контактного нагрева деталей представлен на рис. 1.30.
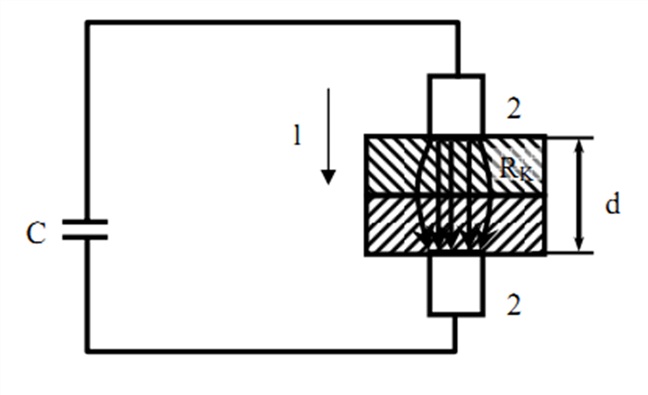
Рис. 1.30. Принцип контактной сварки: 1 - свариваемые детали толщиной d = 5*10-2 см, 2 - электроды площадью S= 3*10-2 см , С - конденсатор емкостью 500 мкФ, Rк - контактное сопротивление
Преимуществом конденсаторной сварки является незначительная потребляемая мощность, которая составляет (0,1-0,2) кВА. Продолжительность импульса сварочного тока - тысячные доли секунды. Диапазон свариваемых толщин металла находится в пределах от 0,005 мм до 1 мм. Конденсаторная сварка позволяет успешно соединять металлы малых толщин, мелкие детали и микродетали, плохо различимые невооруженным глазом и требующие при сборке применения оптических приборов. Этот прогрессивный способ сварки нашел применение в производстве электроизмерительных приборов и авиационных приборов, часовых механизмов, фотоаппаратов и т.д.
Холодная сварка.
Соединение заготовок при холодной сварке осуществляется путем пластического деформирования при комнатной и даже при отрицательных температурах. Образование неразъемного соединения происходит в результате возникновения металлической связи при сближении соприкосающихся поверхностей до расстояния, при котором возможно действие межатомных сил, причем в результате большого усилия сжатия пленка окислов разрывается и образуются чистые поверхности металлов.
Свариваемые поверхности должны быть тщательно очищены от адсорбированных примесей и жировых пленок. Холодной сваркой могут быть выполнены точечные, шовные и стыковые соединения.
На рис. 1.31 представлен процесс холодной точечной сварки. Листы металла (1) с тщательно зачищенной поверхностью в месте сварки помещают между пуансонами (2), имеющими выступы (3). Пуансона сжимают с некоторым усилием Р, выступы (3) вдавливаются в металл на всю их высоту, пока опорные поверхности (4) пуансонов не упрутся в наружную поверхность свариваемых заготовок.
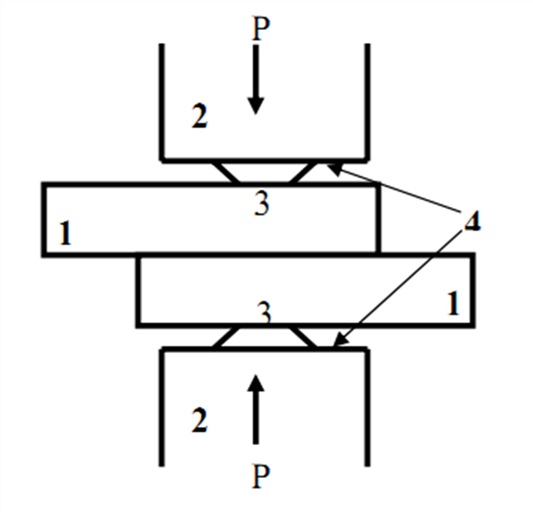
Рис. 1.31. Схема холодной сварки
Холодной сваркой выполняют соединения проволок, шин, труб внахлест и встык. Давление выбирают в зависимости от состава и толщины свариваемого материала, в среднем оно составляет (1-3) ГПа.
Индукционная сварка.
Этим способом преимущественно сваривают продольные швы труб в процессе их изготовления на непрерывных станах и наплавляют твердые сплавы на стальные основания при изготовлении резцов, буровых долот и другого инструмента.
При этом способе металл нагревается пропусканием через него токов высокой частоты и сдавливается. Индукционная сварка удобна тем, что она бесконтактна, токи высокой частоты локализуются вблизи поверхности нагреваемых заготовок. Подобные установки работают следующим образом. Ток высокочастотного генератора подводится к индуктору, который индуцирует вихревые токи в заготовке, и труба разогревается. Станы подобного типа успешно применяют для изготовления труб диаметром (12-60) мм со скоростью до 50 м/мин. Питание током производится от ламповых генераторов мощностью до 260 кВт при частоте 440 кГц и 880 кГц. Изготавливаются так же трубы больших диаметров (325 мм и 426 мм) с толщиной стенки (7-8)мм, со скоростью сварки до (30-40) м/мин.
Особенности сварки различных металлов и сплавов
Под свариваемостью понимают способность металлов и сплавов образовывать соединение с теми же свойствами, что и свариваемые металлы, и не иметь дефектов в виде трещин пор, каверн и неметаллических включений.
При сварке почти всегда возникают остаточные сварочные напряжения (как правило, растягивающие в шве и сжимающие в основном металле). Для стабилизации свойств соединения необходимо снизить эти напряжения.
Сварка углеродистых сталей.
Электродуговая сварка углеродистых и легированных сталей ведется электродными материалами, обеспечивающими необходимые механические свойства. Основная трудность при этом заключается в закалке околошовной зоны и в образовании трещин. Для предупреждения образования трещин рекомендуется:
1) производить подогрев изделий до температур (100-300) 0С;
2) заменять однослойную сварку многослойной;
3) применять электроды с покрытием (сварку ведут на постоянном токе обратной полярности);
4) производить отпуск изделия после сварки до температуры 300 0С.
Сварка высокохромистых сталей.
Высокохромистые стали, содержащие (12-28) % Cr, обладают нержавеющими и жаропрочными свойствами. В зависимости от содержания хрома и углерода высокохромистые стали по структуре делятся на ферритовые, ферритно- мартенситные и мартенситные.
Трудности при сварке ферритовых сталей связаны с тем, что в процессе охлаждения в области 1000 0С возможно выпадение на границах зерен карбида хрома. Это снижает коррозионную стойкость стали. Для предотвращения указанных явлений необходимо:
1) применять пониженные значения тока с целью обеспечения больших скоростей охлаждения при сварки;
2) вводить в сталь сильные карбидообразователи (Ti,Cr, Zr, V);
3) производить отжиг после сварки при 900 0С для выравнивания содержания хрома в зернах и на границах.
Феррито-мартенситные и мартенситные стали рекомендуется сваривать с подогревом до (200-300) 0С.
Сварка чугуна.
Сварка чугуна производится с подогревом до (400-600) 0С. Сварку ведут чугунными электродами диаметром (8-25) мм. Хорошие результаты дает диффузионная сварка чугуна с чугуном и чугуна со сталью.
Сварка меди и ее сплавов.
На свариваемость меди негативное влияние оказывают примеси кислорода, водорода, свинца. Наиболее распространена газовая сварка. Перспективна дуговая сварка угольными и металлическими электродами.
Сварка алюминия.
Сварке препятствует оксидная пленка Al2O3. Только применение флюсов (NaCl, RCl, LiF) позволяет растворить оксид алюминия и обеспечить нормальное формирование сварного шва. Хорошо сваривается алюминий диффузионной сваркой.