
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки, штангенинструмент и микрометрические инструменты
Измерительные линейки
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14... 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20...40 мм и толщиной 0,5... 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.

Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10...0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05...0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
а = i/n;
у =(l + i)/(ni),
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.

Рис. 1.8. Конструкция штангенциркулей:
а — типа ШЦ-1; б — типа ШЦ-П; в — типа ШЦ-Ш; г — отсчет по нониусу; 7 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм. Основные метрологические характеристики штангенинструментов, применяемых в машиностроении, представлены в табл. 1.2.
ГОСТ 166—89 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-1 с ценой деления 0,1 мм, ШЦ-П с ценой деления 0,05 мм и 0,1 мм, ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм.
В штангу индикаторного штангенциркуля (рис. 1.10) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Для линейных измерений в последнее время применяют также штангенинструменты с электронным цифровым отсчетом (рис. 1.11). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерения непосредственно на шкалу прибора либо на подключаемый к нему микропроцессор. Цена деления таких приборов составляет 0,01 мм.
Штангенглубиномеры (ГОСТ 162 — 90) (рис. 1.12) принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубииомеров являются торцовая поверхность штанги-линейки 1 и база для измерений — нижняя поверхность основания 4. Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубииомеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—90) (рис. 1.13) являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.

Рис. 1.9. Типы нониусов
Измерительное средство | Цена деления шкалы, мм | Диапазон показаний шкалы, мм | Пределы измерений инструмента, мм | Предельные погрешности инструмента, мкм | Условное обозначение инструмента |
Штангенциркули |
|
|
|
| ШЦ-1-125-0,1 |
(ГОСТ 166—89) типов: |
|
|
|
| ГОСТ 166—89 |
ШЦ-I, ШЦТ-1 | 0,1 | 125 | 0...125 | ±(150...170) |
|
ШЦ-И, ШЦ-Ш | 0,05 | 160 | 0...160 | ±50 | ШЦ-Н-250-0,05 |
| 200 | 0...200 |
| ГОСТ 166—89 | |
|
| 250 | 0...250 |
|
|
| 0,1 | 160 | 0...160 | ±70 |
|
|
| 200 | 0...200 | ±70 |
|
|
| 250 | 0...250 | ±80 |
|
Штангенглубиномер | 0,05 | 160 | 0...160 | ±50 | ШГ-160 |
(ГОСТ 162—89) типа ШГ |
| 200 | 0...200 |
| ГОСТ 162 — 90 |
| 250 | 0...250 |
|
| |
|
| 315 | 0...315 |
|
|
|
| 400 | 0...400 |
|
|

Рис. 1.10. Конструкция индикаторного штангенциркуля: 1 — рамка; 2 — зубчатая рейка; 3 — зубчатое колесо
Конструкция и принцип действия штангенрейсмаса принципиально не отличаются от конструкции и принципа действия штангенциркуля. На заводах применяют штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониус - ной шкалы на подвижной рамке устанавливают индикатор часового типа с ценой деления 0,05 или 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1 000 импульсов, которые передаются цифровому показывающему или записывающему устройству. Погрешность измерения в этом случае может не превышать 10... 15 мкм.
Для измерения и контроля толщины зубьев зубчатых колес по постоянной хорде применяют штангензубомеры с нониусом по

Рис. 1.11. Штангенциркуль с цифровым отсчетом

Рис. 1.12. Штангенглубиномер:
1 — штанга-линейка; 2 — рамка микрометрической подачи; 3 — нониус; 4 — основание

Рис. 1.13. Штангенрейсмас:
1 — штанга-линейка; 2 — рамка; 3 основание; 4 — державка; 5 — нониус
ТУ 2-034-773 — 84 (рис. 1.14) ШЗ-18 и ШЗ-36 с ценой деления 0,05 мм. Этими приборами измеряют зубчатые колеса с модулем с 1 по 18 и с 5 по 36 соответственно без ограничения диаметра делительной окружности, со степенями точности колес 11, 12.
Сама толщина зуба стандартом не нормируется, однако по этой величине путем пересчета можно определить величину смещения исходного контура зубчатой рейки, которая нормируется ГОСТ. При смещении исходного контура зубчатой рейки изменяется толщина зуба по постоянной хорде.
При угле зацепления 20° расстояние hc от постоянной хорды до окружности выступов hc = 0,7476т , а теоретическая толщина зуба по постоянной хорде Sc = 1,387т. На практике значения hc и Sc находят по заранее составленным таблицам.
Штангензубомер имеет две взаимно перпендикулярные штанги 1 и 4, по которым перемещаются две нониусные рамки 2 и 5.
Рамка 2 выполнена с упором 3, а рамка 5 — с губкой 6. При измерении толщины зуба упор 3 устанавливают по нониусу 2 на расчетное значение hc и затем накладывают прибор на проверяемый зуб. Губки 6 и 7 сдвигают и по нониусу 5 измеряют толщину зуба Sc.
Микрометрические инструменты
Предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д. К ним относятся гладкие микрометры (рис. 1.15), микрометры со вставками, микрометрические глубиномеры, микрометрические нутромеры.
Принцип действия этих инструментов основан на использовании винтовой пары (винт—гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов являются: корпус 1, стебель 3, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта.

Рис. 1.14. Штангензубомер с нониусом:
1 и 4 — штанга; 2 и 5 — нониусная рамка; 3 — упор; 6 и 7 — губки
На винт 4 установлен барабан 5, соединенный с трещоткой 7, обеспечивающей постоянное усилие измерения (для микрометрических нутромеров трещотка не устанавливается). Стопор служит для закрепления винта в нужном положении.
Отсчетное устройство микрометрических инструментов (рис. 1.15, в) состоит из двух шкал: продольной 1 и круговой 2. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале — десятые и сотые миллиметра.
Основные метрологические характеристики микрометрических инструментов представлены в табл. 1.3.
Гладкие микрометры типа МК (ГОСТ 6507—90) (см. рис. 1.15) выпускают с различными пределами измерений — от 0 до 300 мм с диапазоном показаний шкалы 25 мм, а также 300...400, 400...500 и 500...600 мм.

Рис. 1.15. Микрометр гладкий:
а — кинематическая схема; 6 — принципиальная схема; 7 — корпус; 3 — пятка неподвижная; 3 — стебель; 4 — винт микрометрический; 5 — барабан; 6 — гайка микрометрической пары; 7 — устройство стабилизации усилия измерений (трещотка); 8 — ось продольной шкалы; в — отсчетное устройство: 7 — продольная шкала; 3 — круговая шкала
Предельная погрешность микрометров зависит от верхних пределов измерения и может составлять от ±3 мкм для микрометров МК-25 до ± 50 мкм — для микрометров МК-500. Выпускают микрометры с цифровым отсчетом всего результата измерения. Отсчетное устройство в таких микрометрах действует по механическому принципу.
Микрометрический глубиномер (ГОСТ 7470 — 92) (рис. 1.16) предназначен для абсолютных измерений глубин отверстий, высот выступов и т.д. Он имеет стебель 3, закрепленный на траверсе 4 с помощью гайки фиксации 6. Одной измерительной поверхностью является нижняя плоскость траверсы 4, другой — плоскость микрометрического винта, соединенного с подвижной пяткой 5. Микровинт вращается трещоткой 1, соединенной с барабаном 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
| Таблица 2.3. Основные метрологические характеристики микрометрических инструментов | |||||
| Измерительное средство | Цена деления шкалы, мм | Диапазон показаний шкалы, мм | Пределы измерений инструмента, мм | Предельная Погрешность инструмента, мкм | Измерительное усилие, Н |
| Микрометры гладкие типа МК для измерения наружных размеров (ГОСТ 6507 — 90) | 0,01 | 25 | 0...25 | ±2,0 | 5...9 |
| 25.„50 | ±2,5 | ||||
| 50... 75 | ±2,5 | ||||
| 75... 100 | ±2,5 | ||||
| и т.д. | |||||
| Нутромер микро метрический (тип НМ) (ГОСТ 10—88) | 0,01 | 25 | 50.„75 | ±4,0 | — |
| 100 | 75... 175 | ±6,0 | |||
| 525 | 75...600 | ±15,0 | |||
| 1 100 | 150... 1250 | ±20,0 | |||
| и т.д. | |||||
| Глубиномер микрометрический (ГОСТ 7470—92) | 0,01 | 25 | 0...25 | ±2,0 | 3...7 |
| 25.„50 | ±3,0 | ||||
| 50... 75 | ±3,0 | ||||
| 75... 100 | ±3,0 | ||||
| 100... 125 | ±4,0 | ||||
| 125... 150 | ±4,0 | ||||
Микрометрический нутромер (ГОСТ 10—88) (рис. 1.17) предназначен для абсолютных измерений внутренних размеров. При измерении измерительные наконечники приводят в соприкосновение со стенками проверяемого отверстия. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на нуль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемых в струбцину.
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50...75, 75... 175, 75...600, 150... 1 250, 800...2 500, 1 250...4000, 2500...6000 и 4000... 10000 мм. При необходимости увеличения пределов измерений используют удлинители.
Для выбора удлинителей от проверяемого размера отнимают нижний предел измерений микрометрической головки с наконечником. Затем выбирают удлинители по размерам, обеспечивающим их наименьшее количество (от наибольшего к наименьшему) . Сумма нижнего предела измерений микрометрической головки с наконечником и удлинителями должна быть меньше требуемого размера, но не более чем на разность между пределами измерения микрометрической головки.
Микрометрические инструменты применяют также для специфических видов контроля параметров сложных деталей. Так, микрометр со вставками (резьбовой микрометр) (рис. 1.18, а) применяют для измерения среднего диаметра резьбы, микрометрический нормалемер (рис. 1.19) — для измерения колебания длины общей нормали зубчатых колес.
Резьбовой микрометр имеет в неподвижной пятке 1 и микрометрическом винте 4 отверстия, в которые устанавливают сменные призматические 2 и конические 3 вставки (рис. 1.18, б).

Рис. 1.16. Микрометрический глубиномер:
1 — трещотка; S — барабан; 3 — стебель; 4— траверса; 5 — подвижная пятка; 6 — гайка фиксации

Рис. 1.17. Микрометрический нутромер:
1 — неподвижный наконечник; 2 — удлинитель (головка индикаторная); 3 — микрометрическая головка
Для измерения метрических и трапецеидальных резьб предназначено по восемь пар вставок, а для измерения дюймовых резьб — шесть пар вставок. Для компенсации изменения длины вставок барабан изготавливают раздвижным: он состоит из двух частей 5 и 7, стягиваемых гайкой 6. При измерении резьбы поверхности вставок приводятся в соприкосновение с профилем резьбы (рис. 1.18, в). Погрешность измерения резьб (до Мб) составляет 0,04...0,05 мм. Для крупных шагов наибольшие погрешности достигают 0,15 мм, а при измерении с установкой по резьбовому калибру — 0,10 мм.

Рис. 1.18. Микрометр со вставками:
а — схема; б — сменные вставки; в — принцип измерений; 7 — неподвижная пятка; 2 — призматическая вставка; 3 — коническая вставка; 4 — микрометрический винт; 5 и 7 — раздвижные части барабана; 6 — гайка
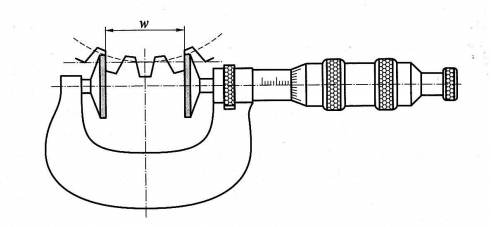
Рис. 1.19. Микрометрический нормалемер
Микрометрический нормалемер в неподвижной пятке и микрометрическом винте имеет две охватывающие параллельные тарельчатые губки, которые при измерении входят во впадины зубчатого колеса.
| ОВЕН Логгер100 контролирует соблюдение условий хранения и транспортировки медицинских препаратов |
| Газосигнализатор ГСМ-05 |
| ОВЕН Логгер100 контролирует температуру при перевозке продуктов питания |