
Сварка. Технология, способы, виды сварки. Процесс сварки.
При сварке неплавящимся электродом в защитном газе (рисунок 2) в зону дуги, горящей между неплавящимся электродом и изделием через сопло подаётся защитный газ, защищающий неплавящийся электрод и расплавленный основной металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
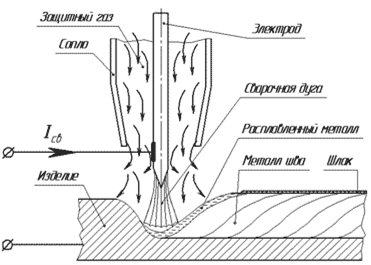
Рисунок 2. Схема сварки неплавящимся электродом
Неплавящийся электрод изготавливают из графита, вольфрама, меди, меди со вставкой из тугоплавкого металла - вольфрама, циркония, гафния.
Защитный газ должен быть инертен к металлу электрода и к свариваемому металлу. В качестве защитного газа при сварке вольфрамовым электродом применяют аргон, гелий, смесь аргона и гелия; для сварки меди медным электродом или медным электродом со вставкой из гафния (циркония) можно применить азот.
Для рационального расходования дорогостоящих инертных газов (Ar, He) при сварке сталей создают комбинированную защиту (рисунок 3).
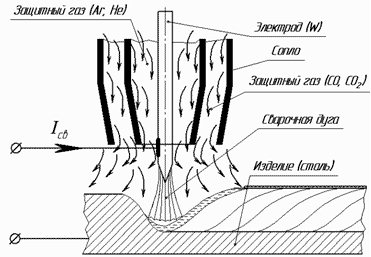
Рисунок 3. Схема сварки неплавящимся электродом с комбинированной защитой
При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла (рисунок 4)
Достоинства способа сварки неплавящимся электродом:
- Высокая устойчивость дуги независимо от рода (полярности) тока;
- Возможно получение металла шва с долей участия основного металла от 0 до 100%;
- Изменяя скорость подачи и угол наклона, профиль, марку присадочной проволоки можно регулировать химический состав металла шва и геометрические параметры сварного шва.
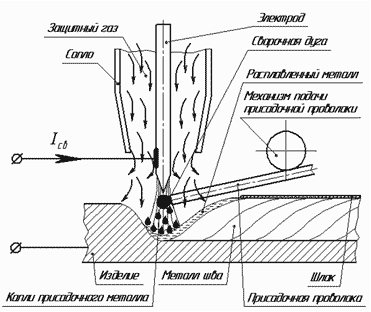
Рисунок 4. Схема сварки неплавящимся электродом с присадкой
Недостатки способа сварки неплавящимся электродом:
- Низкая эффективность использования электрической энергии (коэффициент полезного действия от 0,40 до 0,55);
- Необходимость в устройствах, обеспечивающих начальное возбуждение дуги;
- Высокая скорость охлаждения сварного соединения.
Области применения способа сварки неплавящимся электродом:
Сварка тонколистового металла;
Сварка сталей всех классов, цветного металла и их сплавов;
Возможно получение качественных сварных соединений при сварке разнородных металлов.
Покрытыми металлическими электродами
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
<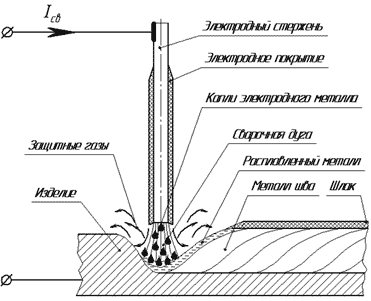
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ;
- Шлакообразующие:
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- рафинирующие элементы;
- легирующие элементы;
- Связующие;
- Пластификаторы.
Техника выполнения шва и режим сварки
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами "к себе" и "от себя".
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 - 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
Получение средних швов (или валиков), ширина которых обычно не более (2 - 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
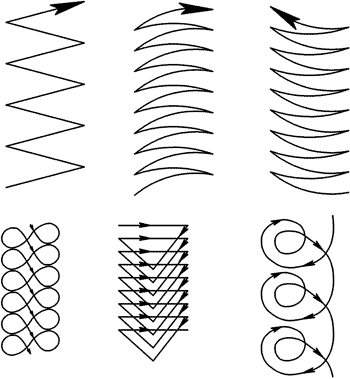
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными. Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, "каскадным" способом и способом "горки". Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 - Выбор диаметра электрода при сварке стыковых соединений
| Толщина деталей | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | более 20 |
| Диаметр электрода | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 5,0 | 5,0-6,0 | 6,0-10,0 |
Таблица 2 - Выбор диаметра электрода при угловых и тавровых соединений
| Катет шва | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Диаметр электрода | 3,0 | 4,0 | 5,0 |
Силу сварочного тока определяют по формуле
Iсв=πdэ2*j/4,
где dэ - диаметр электрода (электродного стержня), мм;
j - допускаемая плотность тока, А/мм2.
Таблица 3 - Значения допускаемой плотности тока в электроде
| Вид покрытия | Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм | |||
| 3 | 4 | 5 | 6 | |
| Рудно-кислое, рутиловое | 14,0-20,0 | 11,5-16,0 | 10,0-13,5 | 9,5-12,5 |
| Фтористо-кальциевое | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
При приближённых подсчётах величина сварочного тока может быть определена по одной из следующих формул:
Iсв=k*dэ
Iсв=k1*dэ1,5
Iсв=dэ*(k2+α*dэ)
где dэ - диаметр электрода (электродного стержня), мм;
k1, k2, α - коэффициенты, определённые опытным путём:
k1=20…25; k2=20; α=6.
Достоинства способа:
- Простота оборудования;
- Возможность сварки во всех пространственных положениях;
- Возможность сварки в труднодоступных местах;
- Быстрый, по времени переход от одного вида материала к другому;
- Большая номенклатура свариваемых металлов.
Недостатки способа:
- Большие материальные и временные затраты на подготовку сварщика;
- Качество сварного соединения и его свойства во многом определяются субъективным фактором;
- Низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- Вредные и тяжёлые условия труда.
Рациональные области применения:
- Сварка на монтаже;
- Сварка непротяжённых швов.
Сварка плавящимся электродом
При сварке плавящимся электродом в защитном газе (рисунок 5) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.
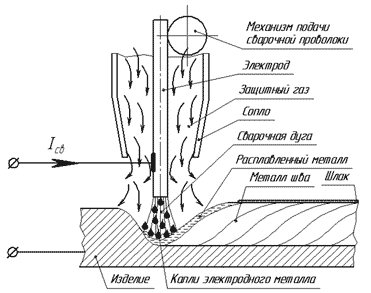
Рисунок 5. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов - раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 2):
- крупнокапельный;
- смешанный;
- мелкокапельный.
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20 30%) - такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
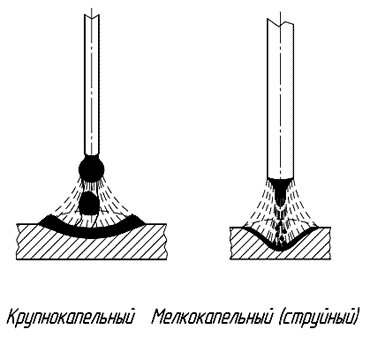
Рисунок 2. Виды переноса электродного металла
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
Рекомендуемые значения силы тока для процесса сварки в углекислом газе представлены в таблице 1.
Таблица 2. Допускаемые плотности тока и диапазоны сварочного тока при сварке в углекислом газе
| Диаметр электрода, мм | 1,2 | 1,6 | 2,0 | 3,0 |
| Плотность тока, А/мм2 | 88-195 | 90-160 | 60-140 | 45-70 |
| 310-440 | 200-350 | 160-240 | 78-110 | |
| Сварочный ток, А | 100-220 | 180-320 | 200-450 | 300-500 |
| 350-500 | 400-700 | 500-750 | 550-800 |
Достоинства способа:
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
Недостатки способа:
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
Области применения:
- Сварка тонколистового металла и металла средних толщин (до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Сущность процесса сварки под флюсом
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 1).
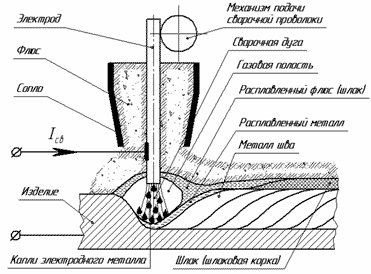
Рисунок 1. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
Достоинства способа:
- Повышенная производительность;
- Минимальные потери электродного металла (не более 2%);
- Отсутствие брызг;
- Максимально надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- Малые затраты на подготовку кадров;
- Отсутствует влияния субъективного фактора.
Недостатки способа:
- Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- Трудности корректировки положения дуги относительно кромок свариваемого изделия;
- Неблагоприятное воздействие на оператора;
- Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
Области применения:
- Сварка в цеховых и монтажных условиях
- Сварка металлов от 1,5 до 150 мм и более;
- Сварка всех металлов и сплавов, разнородных металлов.
Пути повышения производительности:
1. Сварка (наплавка) независимой дугой, горящей между двумя электродами (к изделию ток не подводят); при большом расстоянии от дуги до поверхности изделия основной металл вообще не проплавляется.
2. Сварка трёхфазной дугой, при которой глубина проплавления зависит от соотношения токов в дугах, горящих между электродами и изделием.
3. Сварка разнородными дугами. Питание дуги между электродами и изделием осуществляется при этом постоянным током, а дуги между электродами - переменным током.
4. Однофазная двухэлектродная наплавка, основанная на питании электродов и изделия от концов и середины вторичной обмотки сварочного трансформатора.
5. Наплавка с подачей присадочной проволоки в дугу (к проволоке ток не подводят).
6. Сварка (наплавка) по подкладке из металла требуемого химического состава и выполняющую функции теплопоглощения сварочной дуги и повышения коэффициента наплавки.
7. Сварка комбинированной дугой (зависимой и независимой, горящей между основным и дополнительным электродами).
8. Сварка расщеплённым электродом.
9. Сварка (наплавка) ленточным электродом.
10. Сварка многодуговая:
o в общую ванну;
o в разделённые ванны.
Электрошлаковая сварка широко используется для соединения металлов повышенной толщины: стали и чугуна различного состава, меди, алюминия, титана и их сплавов. К преимуществам способа относится возможность сварки за один проход металла практически любой толщины, что не требует удаления шлака и соответствующей настройки сварочной установки перед сваркой последующего прохода, как при других способах сварки. При этом сварку выполняют без снятия фасок на кромках. Для сварки можно использовать один или несколько проволочных электродов или электродов другого увеличенного сечения. В результате этого достигается высокая производительность и экономичность процесса, повышающиеся с ростом толщины свариваемого металла.
К недостаткам способа следует отнести то, что электрошлаковая сварка технически возможна при толщине металла более 16 мм и за редкими исключениями экономически выгодна при сварке металла толщиной более 40 мм. Способ позволяет сваривать только вертикальные швы. При сварке некоторых металлов образование в металле шва и околошовной зоны неблагоприятных структур требует последующей термообработки для получения необходимых свойств сварного соединения.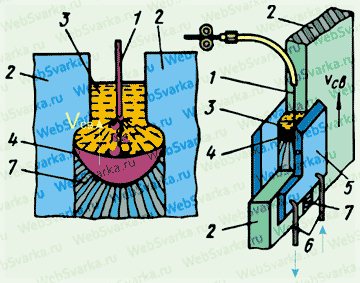
Сущность способа. Известно, что расплавленные флюсы образуют шлаки, которые являются проводниками электрического тока. При этом в объеме расплавленного шлака при протекании сварочного тока выделяется теплота. Этот принцип и лежит в основе электрошлаковой сварки. Электрод и основной металл связаны электрически через расплавленный шлак (шлаковая ванна). Выделяющаяся в шлаковой ванне теплота перегревает его выше температуры плавления основного и электродного металлов. Б результате металл электрода и кромки основного металла оплавляются и ввиду большей плотности металла, чем шлака, стекают на дно расплава, образуя ванну расплавленного металла.
Электродный металл в виде отдельных капель, проходя через жидкий шлак, взаимодействует с ним, изменяя при этом свой состав. Шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. При правильно подобранной скорости подачи электрода зазор между торцом электрода и поверхностью металлической ванны остается постоянным.
Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами - подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Верхняя кромка ползуна располагается несколько выше зеркала шлаковой ванны. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин.
Расход флюса при этом способе сварки невелик и обычно не превышает 5% массы наплавленного металла. Ввиду малого количества шлака легирование наплавленного металла происходит в основном за счет электродной проволоки. Доля основного металла в шве может быть снижена до 10-20%. Вертикальное положение металлической ванны, повышенная температура ее верхней части и значительное время пребывания металла в расплавленном состоянии способствуют улучшению условий удаления газов и неметаллических включений из металла шва. По сравнению со сварочной дугой шлаковая ванна - менее концентрированный источник теплоты. Поэтому термический цикл электрошлаковой сварки характеризуется медленным нагревом и охлаждением основного металла. Отклонение положения оси свариваемого шва от вертикали возможно не более чем на 15° в плос-1 кости листов и на 30-45° от горизонтали.
Так как выделение теплоты в шлаковой ванне происходит I главным образом в области электрода, максимальная толщина основного металла, свариваемого с использованием одной электродной проволоки, обычно ограничена 60 мм. При сварке металла большей толщины электроду в зазоре между кромками сооб-щают возвратно-поступательное движение (до 150 мм) или используют несколько неподвижных или перемещающихся электродов. В этом случае появляется возможность сварки металла сколь угодно большой толщины.
| Ноу-хау от компании Klauke – инструмент для резки ESG25-L |
| Новые возможности пресс-инструмента EK 35/4-L от компании Klauke |
| Новый электрогидравлический пресс-инструмент EK 50/5-L |