Сварные швы и соединения. виды, обозначение, параметры, классификация сварных швов.
1. КЛАССИФИКАЦИЯ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Термины и определения для сварных конструкций, узлов, соединений и швов установлены ГОСТ 2601-84.
Сварным соединением называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки.
Металл деталей, подлежащих соединению сваркой, называют основным металлом.
Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.
Сплав, образованный переплавленным основным или основным и наплавленным металлами, называют металлом шва.
Работоспособность сварного изделия определяется типом сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, плавностью перехода от сварного шва к основному металлу и др.
При выборе типа сварного соединения учитывают условия эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях), экономию основного металла, электродов и др.
Типы сварных соединений. По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений: стыковые, угловые, тавровые, нахлесточные (рисунок 1).

Рисунок 1 - Основные типы сварных соединений: а - стыковые; б - тавровые; в - угловые; г - нахлесточные
Сварные швы подразделяют по форме поперечного сечения на стыковые (рисунок 2.а) и угловые (рисунок 2.б). Разновидностью этих типов являются швы пробочные (рисунок 2.в) и прорезные (рисунок 2.г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рисунок 1.а), с помощью угловых швов - тавровые, крестовые, угловые и нахлесточные соединения (рисунок 1.б - 1.д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рисунок 3.а); без разделки кромок - односторонние и двусторонние (рисунок 3.б); с разделкой одной кромки - односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 3.в); с односторонней разделкой двух кромок; с V- образной разделкой (рисунок 3.г); с двусторонней разделкой двух кромок; Х-образной разделкой (рисунок 3.д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рисунок 3.е).

Рисунок 2 - Основные типы сварных швов: а - стыковые; б - угловые; в - пробочные; г - прорезные
Стыковое соединение наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Его применяют в широком диапазоне толщины свариваемых деталей от десятых долей миллиметра до сотен миллиметров почти при всех способах сварки. При стыковом соединении на образование шва расходуется меньше присадочного материала, легко и удобно контролировать качество.
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения угловые швы могут быть без разделки кромок (рисунок 4.а), с односторонней разделкой кромки (рисунок 4.б), с двусторонней разделкой кромок (рисунок 4.в). По протяженности угловые швы могут быть непрерывными (рисунок 5. а) и прерывистыми (рисунок 5.б), с шахматным (рисунок 5.в) и цепным (рисунок 5.г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности - точечными швами (рисунок 5.д).

Рисунок 4 - Подготовка кромок угловых швов тавровых соединений: а - с отбортовкой кромок; б - без разделки кромок; в, г, д, е - с разделками кромок
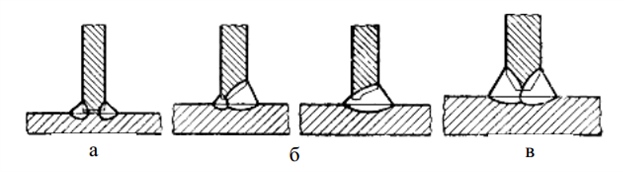
Рисунок 4 - Подготовка кромок угловых швов тавровых соединений: а - без разделки кромок; б, в - с разделкой кромки
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рисунок 6.а) - их часто называют электрозаклепками - либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рисунок 6.б).

Рисунок 5 - Угловые швы тавровых соединений

Рисунок 6 - Форма поперечного сечения пробочных и прорезных швов
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези (рисунок 6. в). В отдельных случаях прорезь может заполняться и полностью.
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рисунок 7): зазор b, притупление с, угол скоса кромки в и угол разделки кромок а, равный в или 2в.
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной - до 4 мм, механизированной под флюсом - до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.

Рисунок 7 - Конструктивные элементы разделки кромок и сборки под сварку
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от (60±5) до (20±5) градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х- образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6 - 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление с обычно составляет (2 ± 1) мм. Его назначение - обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5 - 2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8 - 10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика. В стыковых и особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Сварные швы классифицируют по ряду признаков. По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рисунок 8). Как правило, все швы выполняют с небольшим усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.

Рисунок 8 - Классификация швов по внешнему виду: а - выпуклые; б - нормальные; в - вогнутые
Большое значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рисунки 9, 10).

Рисунок 9 - Классификация швов по выполнению: а - односторонние; б - двусторонние

Рисунок 10 - Классификация швов по числу слоев и проходов: I - IV - число слоев; 1 - 8 - число проходов
Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный или переплавленный за один проход.
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5 - 6 мм.
По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рисунок 11). Лобовой шов расположен перпендикулярно к усилию Р, фланговый - параллельно, а косой - под углом.
; б - поперечные (лобовые); в - комбинированные; г - косые")
Рисунок 11- Классификация швов по действующему усилию: а - продольные (фланговые); б - поперечные (лобовые); в - комбинированные; г - косые
По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рисунок 12). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и особенно при монтаже крупногабаритных конструкций.
Примеры обозначения сварных швов по их положению в пространстве даны на рисунке 13.

Рисунок 12 - Классификация сварных швов по их положению в пространстве

Рисунок 13 - Обозначение сварных швов по их положению в пространстве: Н - нижние; П - потолочные; Пп - полупотолочные; Г - горизонтальные; Пв - полувертикальные; В - вертикальные; Л - в лодочку; Пг - полугоризонтальные
2. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 - 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 - 30 мм или в специальных сборочных приспособлениях.
2.1 Геометрические параметры сварного шва
Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются ширина шва - е, выпуклость шва - q, глубина провара - h, толщина шва - с, зазор - b, толщина свариваемого металла - S.

Рисунок 14 - Геометрические параметры стыкового шва
Ширина сварного шва - расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор - расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0 - 5 мм (большой размер для толстого металла).
Характеристикой формы шва является коэффициент формы сварного шва ψш - коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение ψш от 1,2 до 2 (может изменяться в пределах 0,8 - 4).
Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости ψш шва. Коэффициент ψш не должен превышать 7 - 10.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются катет шва - k, выпуклость шва - q, расчетная высота шва - р, толщина шва - а.
Катет углового шва - кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.

Рисунок 15 - Геометрические параметры углового шва
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва - длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего, вписанного во внешнюю часть углового шва прямоугольного треугольника.
Толщина углового шва - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренной в месте наибольшей вогнутости.
В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16).
Коэффициент доли основного металла в металле шва определяют по формуле
K = Fо/(Fо + Fэ),
где Fо - площадь сечения шва, сформированная за счет расплавления основного металла;
Fэ - площадь сечения шва, сформированная за счет наплавленного электродного металла.
При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
 и наплавленного (Fэ) электродного металла")
Рисунок 16 - Площади сечения расплавленного основного металла (Fo) и наплавленного (Fэ) электродного металла
Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80.
2.2 Обозначения сварных швов
Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый - сплошной основной линией (рисунок 17.а - 17.в), невидимый - штриховой (рисунок 17.г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17. б).
От изображения шва или одиночной точки проводят линию- выноску с односторонней стрелкой, указывающей место расположения шва. Линию-выноску предпочтительно выполнять от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18. а).
 и нестандартных швов (б)")
Рисунок 18 - Изображение сечения многопроходного шва (а) и нестандартных швов (б)
Нестандартные швы (рисунок 18.б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу.
На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2.3 Условные обозначения швов сварных соединений
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски, проведенной от изображения шва | ||
с лицевой стороны | с оборотной стороны | |||
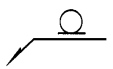
| Усиление шва снять |
|
| |
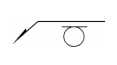
| Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
| |
| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения |
| ||
| Шов прерывистый или точечный с цепным расположением. Угол наклона линии ≈ 60° |
|
| |
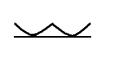
Шов прерывистый или точечный с шахматным расположением |
|
| ||
Шов по замкнутой линии. Диаметр знака 3 - 5 мм |
| |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
| ||




В условном обозначении шва (рисунок 19) вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рисунке 19. а.
1. Первыми в обозначении располагают вспомогательные знаки - «шов по замкнутой линии» и «выполнить при монтаже изделия» (таблица 1).
2. Указывают номер стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 5264-80 - Ручная дуговая сварка.
3. Приводят буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений. Например, стыковой шов без скоса кромок односторонний обозначают как С2.

Рисунок 19 - Структура условного обозначения сварного шва
4. На этой позиции указывают условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов. Стандарт допускает не указывать способ сварки.
5. Знак и размер катета для угловых, тавровых соединений и внахлестку, для которых стандартом предусмотрено указание катета шва, например 5.
6. В данной позиции проставляют:
- для прерывистого шва - размер длины провариваемого участка, знак / или Z и размер шага, например, 50 Z 100;
- для одиночной сварной точки - размер расчетного диаметра точки;
- для шва контактной точечной сварки или электрозаклепочного шва - размер расчетного диаметра точки или электрозаклепки; знак / или Z и размер шага, например 10/80;
- для шва контактной шовной сварки - размер расчетной ширины шва;
- для прерывистого шва контактной шовной сварки - размер расчетной ширины, знак умножения, размер длины провариваемого участка, знак / и размер шага, например 5 х 40/200.
7. На последнем месте обозначения располагают вспомогательные знаки - усиление шва снять и др. (таблица 1).
Если шов нестандартный, то в его условном обозначении (рисунок 19. б) из рассмотренных выше частей сохраняются только вспомогательные знаки (1 и 7) и часть обозначения, касающаяся конструктивных элементов прерывистого либо точечного шва (6). В технических требованиях чертежа или таблице швов при этом указывают способ сварки, которым выполняется нестандартный шов.
Условное обозначение шва наносят:
- на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рисунок 20. а);
- под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рисунок 20. б).

Рисунок 20 - Нанесение условного обозначения шва на лицевой и оборотной сторонах
За лицевую сторону одностороннего шва принимают ту, с которой производят сварку. За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают ту, с которой сваривают основной шов. Если двусторонний шов имеет симметричные кромки, то за лицевую может быть принята любая сторона шва.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рисунок 20.а - 20.б), указывают в таблице швов или приводят в технических требованиях чертежа, например: параметр шероховатости поверхностей сварных швов Rz 80 мкм.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской (рисунок 20). В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один и тот же номер, который наносят:
- на линии-выноске, имеющей полку с нанесенным обозначением шва (рисунок 21. а);
- на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рисунок 21. б);
- под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рисунок 21.в).

Рисунок 21 - Упрощения в обозначении швов сварных соединений
Допускается указывать количество одинаковых швов на линии- выноске, имеющей полку с нанесенным обозначением (рисунок 21. а).
Если все швы на чертеже одинаковы и изображены с одной стороны, то порядковый номер швам не присваивают и отмечают их только линиями-выносками без полок (рисунок 21.г) кроме шва, на котором нанесено условное обозначение.
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается отмечать линиями-выносками и обозначать швы только на одной из одинаковых изображенных частей.
Если все швы на данном чертеже выполнены по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу: «Сварные швы по...») или в таблице.
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположении швов.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или в таблице.
Условные обозначения стандартных швов сварных соединений
На рисунке 22 приведены форма поперечного сечения шва и условное обозначение стандартного стыкового шва соответственно. Данный шов имеет следующую характеристику: шов стыкового соединения с V-образным скосом одной кромки, двусторонний, выполняемый ручной дуговой сваркой при монтаже изделия; усиление снято с обеих сторон; параметр шероховатости поверхностей шва: с лицевой стороны Rz 20 мкм;
Чертежи, изображающие сварные изделия, сварные узлы и т. п., которые содержат необходимые данные для сборки, сварки и контроля, называют сборочными. Сборочные чертежи дают возможность определить, как спроектировано и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким способом контроля нужно подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т. д.

Рисунок 22 - Условное изображение и обозначение стыкового шва
Приступая к работе, сварщик должен прежде всего изучить чертеж: все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам.
| Инструмент для выполнения монтажных и крепежных работ. Виды инструмента электромонтажа и креплений. |
| Использование гидравлических насосных станций. |
| Как уберечь светильник от конденсата? |