
Электропривод



Сборка электродвигателей и установка подшипников скольжения
Изготовленные вкладыши или втулки подшипников скольжения запрессовывают в подшипниковые щиты с помощью винтового или гидравлического пресса. В отдельных случаях допускается подгонять вкладыши с помощью молотка. Легкими ударами через деревянную прокладку вкладыш устанавливают в гнездо щита. До запрессовки втулки в прорезь вкладыша вставляют смазочное кольцо, контролируя, чтобы оно не мешало установке втулки. При запрессовке подшипника не должно быть перекосов.
При сборке ротора сначала на вал насаживают листы активной стали, затем укрепляют контактные кольца или коллектор и закрепляют вентилятор. Если электродвигатель имеет шариковые подшипники, то их предварительно после тщательной промывки разогревают в масляной ванне до температуры 90 — 100 °С и туго напрессовывают на посадочные места вала.
Подшипники насаживают на вал легкими ударами молотка по трубе через деревянную прокладку (рис. 1). Диаметр трубы должен соответствовать диаметру внутренней обоймы подшипника. Труба должна быть изготовлена из мягкой стали (малоуглеродистой) или окантована медным ободком.
Устанавливают ротор (якорь) в статор осторожно, чтобы не повредить обмотки и листы активной стали. Сборка ротора осуществляется аналогично его выемке. В зазор между статором и ротором укладывают временную прессшпановую или картонную прокладку. После установки ротора, приподняв смазочное кольцо подшипников скольжения, надевают задний подшипниковый щит. Правильность установки щита определяют по совпадению рисок, нанесенных на щит и корпус электродвигателя до его разборки. Затем щит слегка прихватывают болтами, удаляют временную прокладку и надевают передний щит, который также прихватывают болтами. Болты затягивают попеременно с диаметрально противоположных сторон, завертывая каждый раз на пол-оборота.
После устранения неисправности окончательно затягивают болты щитов, закрывают фланцы, заливают маслом масляные камеры подшипников скольжения, устанавливают все остальные детали машины. Щупом проверяют зазоры, а также величину осевого перемещения (величину разбега) ротора, т.е. зазоры в осевом направлении между внутренним торцом вкладыша и соответствующей заточкой шейки вала (не должны превышать 1 — 2 мм).
Величину воздушного зазора между ротором и статором измеряют с обеих сторон в четырех различных последовательно сдвинутых на 90° положениях ротора для электродвигателя небольшого диаметра и в восьми точках — для электродвигателей с большим диаметром ротора. Измерения проводят как при холодном, так и при нагретом электродвигателе.
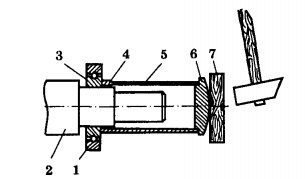
Рис. 1. Процесс насадки на вал:
1 — наружная обойма подшипника;
2 — вал; 3 — внутренняя обойма
подшипника; 4 — медный ободок;
5 — монтажная трубка;
6 — металлическая пробка;
7 — деревянная прокладка
При сборке ротора сначала на вал насаживают листы активной стали, затем укрепляют контактные кольца или коллектор и закрепляют вентилятор. Если электродвигатель имеет шариковые подшипники, то их предварительно после тщательной промывки разогревают в масляной ванне до температуры 90 — 100 °С и туго напрессовывают на посадочные места вала.
Подшипники насаживают на вал легкими ударами молотка по трубе через деревянную прокладку (рис. 1). Диаметр трубы должен соответствовать диаметру внутренней обоймы подшипника. Труба должна быть изготовлена из мягкой стали (малоуглеродистой) или окантована медным ободком.
Устанавливают ротор (якорь) в статор осторожно, чтобы не повредить обмотки и листы активной стали. Сборка ротора осуществляется аналогично его выемке. В зазор между статором и ротором укладывают временную прессшпановую или картонную прокладку. После установки ротора, приподняв смазочное кольцо подшипников скольжения, надевают задний подшипниковый щит. Правильность установки щита определяют по совпадению рисок, нанесенных на щит и корпус электродвигателя до его разборки. Затем щит слегка прихватывают болтами, удаляют временную прокладку и надевают передний щит, который также прихватывают болтами. Болты затягивают попеременно с диаметрально противоположных сторон, завертывая каждый раз на пол-оборота.
После устранения неисправности окончательно затягивают болты щитов, закрывают фланцы, заливают маслом масляные камеры подшипников скольжения, устанавливают все остальные детали машины. Щупом проверяют зазоры, а также величину осевого перемещения (величину разбега) ротора, т.е. зазоры в осевом направлении между внутренним торцом вкладыша и соответствующей заточкой шейки вала (не должны превышать 1 — 2 мм).
Величину воздушного зазора между ротором и статором измеряют с обеих сторон в четырех различных последовательно сдвинутых на 90° положениях ротора для электродвигателя небольшого диаметра и в восьми точках — для электродвигателей с большим диаметром ротора. Измерения проводят как при холодном, так и при нагретом электродвигателе.
Рис. 1. Процесс насадки на вал:
1 — наружная обойма подшипника;
2 — вал; 3 — внутренняя обойма
подшипника; 4 — медный ободок;
5 — монтажная трубка;
6 — металлическая пробка;
7 — деревянная прокладка
| Разборка электродвигателей |
| Выбор преобразователя частоты и софтстартера |
| Применение и внедрение преобразовательной техники |