
Дуговая сварка. Виды, типы, устройства и схемы дуговой сварки.
Электрическая сварка, при которой нагрев осуществляется под действием электрической дуги, называется электродуговой или дуговой сваркой. Электрическая дуга представляет электрический разряд в газах, возникающий между электродами при определенных условиях. При возникновении электрической дуги газы, занимающие пространство между электродами ионизируются. Температура электрической дуги может достигать 7000оС, при этом электрическая дуга выделяет большое количество световой энергии. Электрическая дуга используется как для сварки, так и для резки металлов. Электродуговая сварка выполняется на переменном и постоянном токе. В процессе сварки свариваемые металлы нагреваются до температуры плавления, а при остывании расплава получается прочное соединение. Электрическая сварка делится на ручную и автоматическую. Сварка электрической дугой производится на открытом воздухе, под флюсом в парах металла и флюса и в защитных газах (аргон, гелий). При сварке и резке металлов применяются угольные и металлические электроды. Электроды делят на плавящиеся и неплавящиеся. Плавящиеся электроды представляют собой металлические стержни с покрытием, прутки, проволоку, пластины. Неплавящиеся электроды выполняют в виде вольфрамовых и углеродистых стержней для контактной сварки.
Сварочные установки могут быть стационарными и передвижными. Стационарная установка представляет собой сварочный пост, укомплектованный источником питания, оборудованием и приспособлениями для сварки. Передвижные сварочные установки должны быть удобными для их перемещения. Как правило, их размещают на тележках в виде агрегатов.
В качестве источника электрической дуги могут применяться сварочные трансформаторы на переменном токе, сварочные выпрямители и сварочные генераторы на постоянном токе. Устойчивость сварочной дуги переменного тока по сравнению с дугой постоянного тока снижается в связи с переходом переменного тока через нуль с частотой 50 Гц.
Электрическая дуга зажигается при напряжении 60–70 В и устойчиво горит при напряжении 20–30 В. Сварочный ток зависит от толщины или диаметра свариваемых деталей и находится в пределах 10–400 А.
Сварочные трансформаторы. В строительном производстве для ручной сварки на переменном токе широко применяют однофазные трансформаторы. Они допускают возможность регулирования сварочного тока изменением реактивного сопротивления сварочной цепи. Это сопротивление можно изменять регулированием воздушного зазора в магнитопроводе дросселя и изменением потока рассеяния. Сварочные трансформаторы работают в повторнократковременном режиме, который характеризуется продолжительностью включения ПВ. Трансформаторы используются как в закрытых помещениях, так и на открытом воздухе.
Сварочные трансформаторы имеют две обмотки (рис. 4.1) – первичную w1, включаемую в электрическую сеть с напряжением 380 или 220 В, и вторичную w2, которая соединяется со сварочной цепью. Обмотки расположены на магнитопроводе 1. Для более устойчивого горения сварочной дуги последовательно со вторичной обмоткой трансформатора w2включается дроссель – реактивная катушка wд с большим индуктивным сопротивлением, расположенная на магнитопроводе 2 с воздушным зазором (рис. 4.1, а). Воздушный зазор создается подвижным стальным пакетом 3. Регулирование тока осуществляется изменением зазора d. Благодаря этому изменяется индуктивное сопротивление сварочной цепи. При уменьшении зазора d сопротивление уменьшается, а ток увеличивается. При увеличении зазора – ток уменьшается.
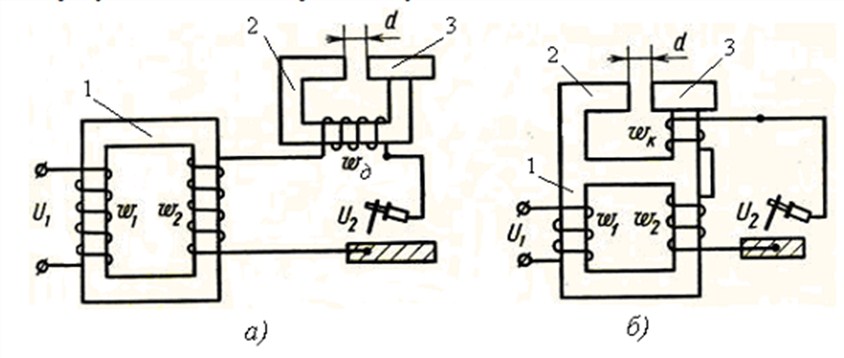
Рис. 4.1. Сварочные трансформаторы: а – с отдельно включаемым дросселем; б – с встроенным дросселем: 1 – магнитопровод; 2 – магнитопровод с зазором; 3 – подвижная часть магнитопровода
Более компактными являются трансформаторы, в которых дроссель встраивается в один корпус с первичной w1 и вторичной w2 обмотками (рис. 4.1, б). В них регулирование сварочного тока также осуществляется изменением воздушного зазора магнитопровода. В цепь сварочного тока последовательно со вторичной обмоткой включается компенсационная обмотка wк. Более совершенными являются сварочные трансформаторы с магнитным рассеянием (рис. 4.2).
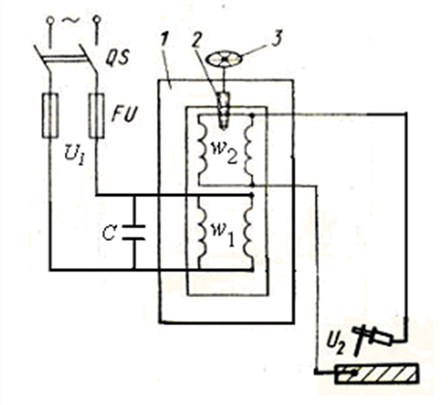
Рис. 4.2. Сварочный трансформатор с магнитным рассеянием:
1 – магнитопровод; 2 – регулирующий винт; 3 – рукоятка; Q– выключатель; FU – предохранитель; С – конденсатор; w1 – первичная обмотка; w2 – вторичная обмотка
В таких трансформаторах часть магнитного потока замыкается не только через магнитопровод 1, но и по воздуху. Сварочный ток регулируется перемещением вторичной обмотки w2относительно первичной w1. Перемещение осуществляется с помощью винта 2 и рукоятки 3. При сближении катушек магнитное рассеяние и индуктивное сопротивление уменьшаются, а сварочный ток увеличивается. При удалении катушек друг от друга сварочный ток уменьшается. Обмотки, как правило, изготавливаются из алюминиевого провода. Многие конструкции сварочных трансформаторов допускают параллельное и последовательное соединение катушек первичной и вторичной обмоток. Параллельное соединение катушек соответствует основному режиму работы. При последовательном соединении диапазон сварочных токов уменьшается.
При ручной сварке от сварочных трансформаторов применяются плавящиеся металлические электроды с покрытием. При нагреве электрод расплавляется и образует прочный сварной шов.
Однофазные сварочные трансформаторы применяются и для автоматической дуговой сварки под флюсом. Трансформаторы изготавливаются в однокорпусном исполнении с общей магнитной цепью трансформатора и регулятора-дросселя. Перемещение ярма дросселя осуществляется трехфазным асинхронным электродвигателем, управляемым дистанционно.
Трехфазные сварочные трансформаторы. Сварка трехфазной дугой повышает качество сварки, производительность сварки, экономится электроэнергия, снижается потребление реактивной мощности из сети, равномернее распределяется нагрузка между фазами. На рис. 4.3 показана схема трехфазного сварочного трансформатора. Трансформатор Т снабжен дросселем – регулятором сварочного тока. Дроссель имеет три обмотки, расположенных на разных стержнях магнитопровода 1 и 2. Две обмотки регулятора 3 и 4 расположены на одном стержне и включаются последовательно с электродами 7, обмотка 5 – на втором стержне и подключается к свариваемой конструкции 6. Регулирование тока осуществляется двумя путями – посредством изменения воздушного зазора перемещением подвижной части сердечника 1 и регулированием тока по фазе перемещением обмотки 5 относительно обмоток 3 и 4.
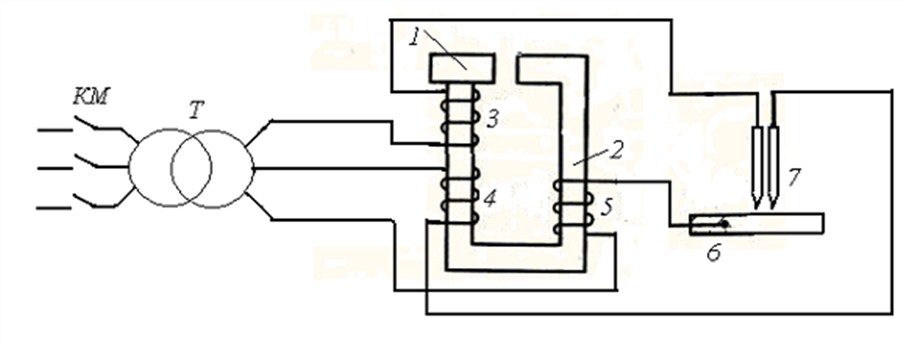
Рис. 4.3. Электрическая схема трехфазного сварочного трансформатора с регулятором сварочного тока: 1 – подвижная часть магнитопровода; 2 – магнитопровод; 3, 4, 5 – обмотки дросселя; 6 – свариваемая деталь; 7 – электроды; Т – трансформатор; КМ – контактор
При трехфазной сварке одновременно горят три дуги: две – между каждым из электродов 7и свариваемым изделием 6 и одна – между двумя электродами 7. При прекращении горения дуги автоматически отключается магнитный контактор КМ, который своими контактами отключает сварочный трансформатор Т от сети, снижая потребление реактивной мощности на холостом ходу. Для трехфазной сварки нужны спаренные электроды с общим покрытием.
Сварочные генераторы постоянного тока. С целью повышения качества сварного шва применяются сварочные генераторы постоянного тока. Сварочным генератором постоянного тока может быть укомплектован стационарный сварочный пост или передвижной сварочный агрегат. Сварочный генератор постоянного тока соединяется с приводным двигателем с помощью муфты или клиноременной передачи. В качестве двигателей могут применяться асинхронные электродвигатели, двигатели внутреннего сгорания.
На рис. 4.4 показаны конструктивная схема коллекторного сварочного генератора постоянного тока и схемы его возбуждения.
Сварочный генератор (рис. 4.4, а) состоит из неподвижного статора 1.
На статоре закреплены главные полюса 7 с намагничивающими обмотками 2. Внутри статора расположен цилиндрический ротор 4, набранный из стальных пластин. В пазах ротора укладывается обмотка 6, концы которой соединены с пластинами коллектора 3. Ротор приводится во вращение от приводного двигателя. Вращающийся ротор с обмоткой называют якорем. По обмотке подмагничивания протекает постоянный ток, создавая магнитный поток Фн. При вращении якоря в обмотке 6 наводится ЭДС. Сварочный ток снимается с коллектора щетками 5. На дополнительных полюсах 8 размещается последовательная обмотка wр, по которой идет ток нагрузки. На холостом ходу действует только намагничивающая обмотка. В генераторе с независимым возбуждением намагничивающая обмотка питается от постороннего источника (рис. 4.4, б). В генераторе с самовозбуждением она получает питание от обмотки якоря. Поскольку обмотка включена параллельно якорю, то она называется обмоткой параллельного возбуждения (рис. 4.4, в). Последовательная обмотка создает размагничивающий поток Фр, направленный против основного потока Фн, только в рабочем режиме.
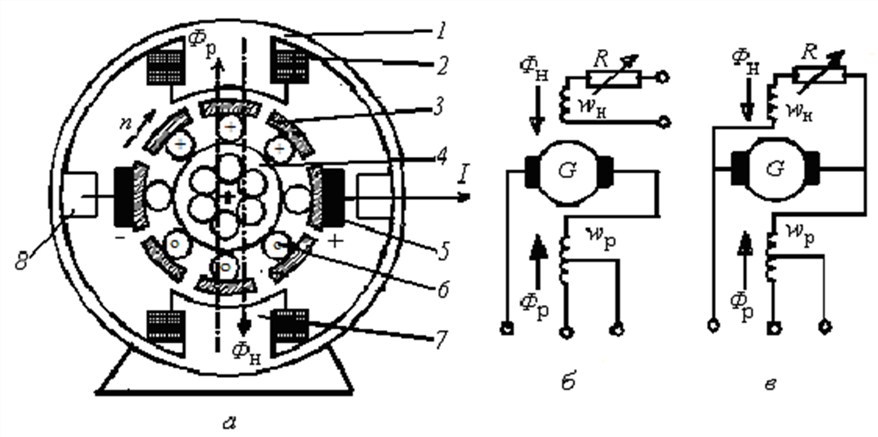
Рис. 4.4. Сварочный генератор постоянного тока: а – конструктивная схема; б – схема независимого возбуждения; в – схема параллельного возбуждения: 1 – статор; 2 – намагничивающая обмотка; 3 – коллекторная пластина; 4 – ротор; 5 – щетка; 6 – обмотка якоря; 7 – главный полюс; 8 – дополнительный полюс; Фн – намагничивающий поток; Фр – размагничивающий поток; wн – обмотка возбуждения намагничивающая; wр – обмотка размагничивающая
Регулирование сварочного тока осуществляется путем перемещения щеток по коллектору и реостатом R в цепи намагничивающей обмотки. Напряжение на выходе генератора поддерживается постоянным.
На рис. 4.5 приведена схема вентильного сварочного генератора. Он представляет собой комбинацию генератора переменного тока и выпрямительного блока.
Три рабочие обмотки ОЯ расположены на статоре со сдвигом на 120°, поэтому на выходе генератора получается трехфазное переменное напряжение. Это напряжение подается к выпрямительному блоку VD, собранному по трехфазной мостовой схеме.
Обмотка возбуждения ОВ генератора питается через выпрямители VD1 – VD3 от фазных обмоток переменного тока генератора. Плавное регулирование сварочного тока выполняют реостатом R в цепи обмотки возбуждения.
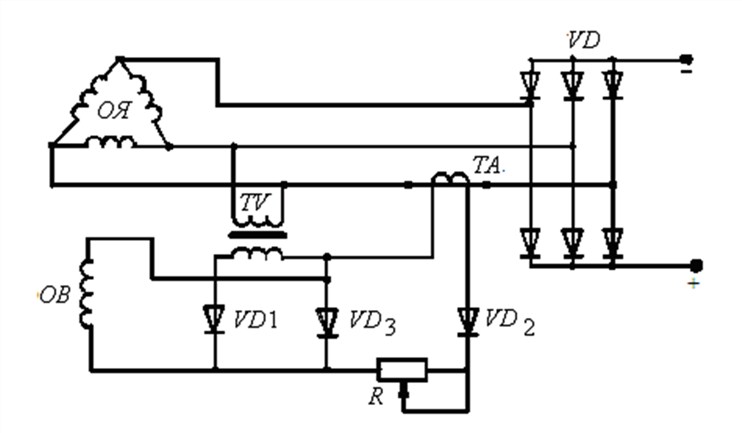
Рис. 4.5. Принципиальная электрическая схема вентильного сварочного генератора: ОЯ – обмотки якоря; ОВ – обмотка возбуждения; TV – трансформатор напряжения; TA – трансформатор тока; VD – выпрямительный блок; VD1 – VD3 – фазные выпрямители; R – реостат возбуждения
У вентильного генератора в отличие от коллекторного генератора нет скользящих контактов, поэтому он имеет более высокую надежность.
Сварочные выпрямители. Широкое применение получают сварочные выпрямители. На рис. 4.6 приведена схема сварочного выпрямителя.
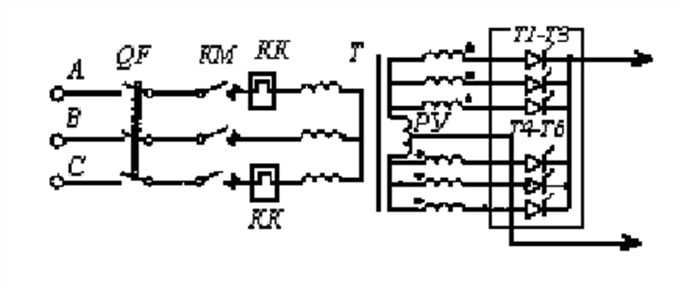
Рис. 4.6. Схема сварочного выпрямителя: QF– автоматический выключатель; КМ – контактор; КК – тепловое реле; Т – трансформатор; Т1-Т3, Т4-Т6 – тиристорный блок
Однопостовой сварочный выпрямитель типа ВДУ-504 обеспечивает разнообразные сварочные операции. Сварочный выпрямитель содержит трансформатор Т и тиристорный блок Т1-Т3, Т4-Т6. Тиристоры собираются по шестифазной схеме с уравнительным реактором РУ. Сварочный выпрямитель ВДУ-504 имеет номинальный сварочный ток 500 А при ПВном = 60%. Выпрямитель подключается к сети напряжением 380 В. Первичные обмотки трансформатора можно соединять в звезду или треугольник. Защита выпрямителя от КЗ осуществляется автоматическим выключателем QF. Включение выпрямителя в сеть осуществляется контактором КM с тепловой защитой KK от перегрузки.
Для охлаждения тиристоров служит вентилятор с приводным асинхронным двигателем.
Сварочный выпрямитель имеет импульсно-фазовое управление тиристорами, которое обеспечивает регулирование тока при сварке.
Сварочные установки ручной электросварки используются как на строительных площадках, полигонах, в мастерских предприятий строительного производства и цехах предприятий по производству и ремонту строительной техники.
Сварочные преобразователи. При автоматической и полуавтоматической дуговой электросварке в качестве источника питания применяется сварочный преобразователь. Сварочный преобразователь может быть однопостовым и многопостовым. Сварочный преобразователь имеет генератор постоянного тока со смешанным возбуждением. Обмотка параллельного возбуждения создает основной магнитный поток. Обмотка последовательного возбуждения создает магнитный поток одинакового направления с основным потоком. Это обеспечивает поддержание постоянного напряжения на зажимах генератора независимо от изменения нагрузки.
Установки автоматической и полуавтоматической сварки комплектуются автоматическими головками для сварки под флюсом. С их помощью производится сварка металлов электрической дугой под флюсом (под слоем сыпучих веществ специального химического состава). Применяются также головки для бездуговой электрошлаковой сварки. В этом случае сварка происходит за счет тепла, выделяющегося в расплавленном флюсе при прохождении через него сварочного тока. Автоматические головки осуществляют возбуждение дуги в начале сварки, подачу проволоки в зону сварки по мере ее плавления и перемещение дуги вдоль шва.
| Сушка древесины токами высокой частоты |
| Нагрев и сушка при отделочных работах |
| Нагрев трубопровода. Прогрев замороженных трубопроводов. |